FTIR analysis
FTIR spectra can be used to qualitatively analyze the structures and functional groups of molecules. As shown in Fig. 3, there were absorption peaks at 3372 cm-1 and 2900 cm-1 for both control and treated cotton, which were caused by the stretching vibration of O–H and C–H, respectively (Liu et al. 2020). The vibration absorption peaks of the C–O–C group appeared at 1110 cm-1 (Kaur and Verma 2010). Simultaneously, several new absorption peaks appeared in the treated cotton. The absorption peak at 831 cm-1 was ascribed to the stretching vibration of P–O–H and that at 1205 cm-1 was attributed to the stretching vibration of P=O (Zongyue Yang, Bin Fei 2012). In addition, the absorption peak at 994 cm-1 corresponded to the P(=O)–O–C stretching vibration (Bourbigot and Fontaine 2010), and the peak at 866 cm-1 was due to the P–N stretching vibration. The strong stretching vibration peak at 3435 cm-1 was assigned to –NH2. The LOI test results revealed that the treated cotton showed excellent washable performance, indicating that strong P(=O)–O–C covalent bonds formed between the flame retardant and cellulose of cotton fiber.
XRD analysis
XRD was used to analyze the polymorph identification and crystallinity for cellulose of cotton fiber. In Fig 4, the diffraction peaks at 14.78o, 16.74o, and 22.86o for both control and treated cotton corresponded to the (1-10), (110), and (200) planes of cellulose I. The shoulder appeared at 20.58o was correspond to the (012) and (102) reflections (French 2014). The intensity difference to the three main peaks before and after TECHPA treatment may be because the total cellulose portion was reduced mildly after TECHPA grafting on to cellulose, hence resulting the weaker diffraction pattern (Zheng et al. 2016). The intensity at 20.58o increased slightly, maybe because the flame retardant entered into the amorphous region and affected a part of crystalline region, afterword, a little (012) and (102) reflections formed. Overall, no remarkable changes were observed in the main peak locations in the finished cotton, indicating that flame retardant finishing only had a minimal affection to the crystalline particles.
Flame retardancy and durability
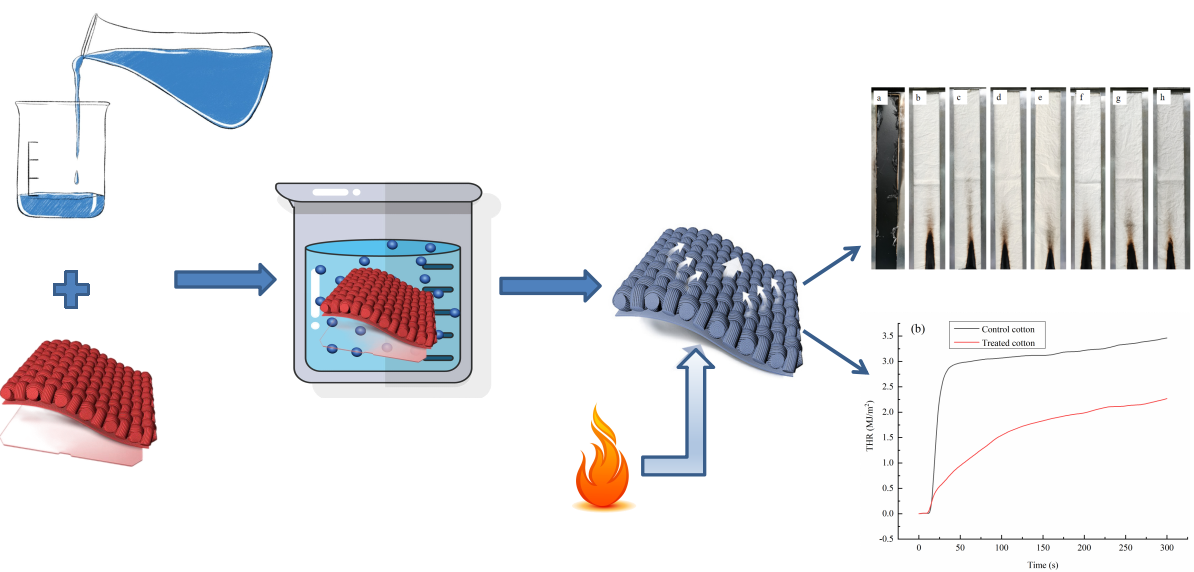
The flame retardancy of the pure cotton fabric and flame-retardant composites were evaluated through vertical burning and LOI tests (Kundu et al. 2020). The LOI of control cotton fabric was 16.5%, and once exposed to flame, it quickly ignited and eventually burned almost without residue. Compared with control cotton, the treated cotton fabrics could not be ignited under these conditions, and the complete charcoal frame remained in the ignition area, without further combustion or smoldering. These results showed that the higher the flame retardant concentration, the shorter the length of burn damage, which indicated that the treated cotton fabrics had good fire resistance (Fig. 5 and Table 1).
From the data listed in Table 2, upon increasing the TECHPA concentration, the LOIs of the cotton fabrics increased gradually, and the flame resistance was improved. It also presented good durability after dozens of laundry cycles. The cotton fabrics treated with 10 g/L TECHPA had an LOI of 27.8% but nearly lost their flame retardancy after 20 washes (Yang and He 2011; Abou-Okeil et al. 2013). When the flame retardant concentration gradually increased from 20 g/L to 40 g/L, the LOIs increased to 33.7% and 36.8%, respectively. After 50 laundry cycles (LCs), the LOI reached 27.7% and 31.1%, indicating excellent flame retardancy and durability.
Compared with the flame retardants containing only ammonium phosphate groups that just met the AATCC61-2013 1A standard (Wang et al. 2018; Zheng et al. 2018; Wan et al. 2019), the TECHPA-treated cotton fabrics exhibited excellent durability and met the AATCC 61-2013-2A standard. This was because after phosphonate groups were introduced into the flame retardant molecule, ammonium ions were exchanged by metal ions such as Ca2+, Mg2+, etc., which greatly decreased the flame retardancy of treated cotton fabrics. Then, cotton fabrics treated with the TECHPA flame retardant showed improved durability. These results suggested that introducing phosphonate groups and ammonium phosphate groups enhanced the durability of the treated cotton fabrics.
Table 1 Vertical flammability test results of control and treated cotton fabrics
|
Sample
|
After-flame time (s)
|
After-glow time (s)
|
Char length (mm)
|
|
0 g/L
|
12
|
5
|
0
|
|
10 g/L
|
0
|
0
|
7.5
|
|
20 g/L
|
0
|
0
|
4.9
|
|
30 g/L
|
0
|
0
|
4.7
|
|
40 g/L
|
0
|
0
|
3.7
|
|
20 g/L (after 50 LCs)
|
0
|
0
|
6.7
|
|
30 g/L (after 50 LCs)
|
0
|
0
|
5.6
|
|
40 g/L (after 50 LCs)
|
0
|
0
|
5.5
|
Table 2 LOIs of the treated fabrics under different concentrations and laundry cycles
|
TECHPA concentration (g/L)
|
Add-on (%)
|
LOIs (%)
|
|
0 LCs
|
10 LCs
|
20 LCs
|
30 LCs
|
40 LCs
|
50 LCs
|
|
10
|
12.12
|
27.8
|
27.2
|
25.3
|
-
|
-
|
-
|
|
20
|
19.17
|
33.7
|
31.7
|
29.9
|
29.2
|
28.0
|
27.7
|
|
30
|
22.51
|
34.7
|
32.6
|
31.4
|
30.6
|
30.1
|
29.6
|
|
40
|
25.24
|
36.8
|
32.9
|
32.7
|
31.8
|
31.5
|
31.1
|
Thermal analysis
In Fig. 6, the TG and DTG results under nitrogen and air were tested to investigate the thermal and thermo-oxidative stabilities of the original cotton and cotton treated with 40 g/L TECHPA. The pyrolysis process was divided into three stages under a nitrogen atmosphere. In the initial stage, the control and treated cotton had a small weight loss at 40–327.3 oC and 40–250.5 oC, respectively, due to the volatilization of water that was hydrogen-bonded to cellulose. In the second stage, intense thermal degradation occurred from 327.3–393.3 oC in control cotton, while the treated cotton fabric degraded rapidly in the range of 250.5–313.5 oC. The thermal cracking temperature was about 80 ℃ earlier than that of the control cotton, which was attributed to volatile products (such as levoglucosan and solid residues) formed during pyrolysis (Besshaposhnikova et al. 2017; Tian et al. 2019). In the third stage, the degradation rate slowed down, and the final residual mass of the control cotton was 3.1%, and that of treated cotton was 41.1%.
These results indicated that TECHPA altered the pyrolysis pathway of cotton fiber. First, the phosphorus-based flame retardant fragmented at a lower temperature than the cotton fiber to release substances such as phosphoric acid and polymetaphosphate, which promoted char formation. A char layer with poor thermal conductivity adhered to the surface of the cotton fiber, which blocked heat, protected the inner fibers, and inhibited further thermal decomposition of the cotton. Likewise, the remaining char increased remarkably.
Under an air atmosphere (Figures 6 (b) and (d)), the pyrolysis processes were similar to those in nitrogen, but an obvious difference occurred in the third stage. Compared with the original cotton, the weight loss of treated cotton fibers decreased more quickly because of oxygen in the air. The residue was oxidized by oxygen at high temperatures, and the final residue amount under nitrogen decreased greatly.
Cone calorimetry tests
Cone calorimetry tests were utilized to further investigate the combustion behavior of cotton samples. In Fig. 7 (a), the heat release rate (HRR) of untreated cotton rapidly reached a peak value of 254.3 kW/m2 and then dropped to 0, indicating that flames spread rapidly and burned intensely after ignition; however, the value of treated cotton was 56.2 kW/m2, which was 80% lower than the original cotton fabric. From Fig.7 (b), the total heat release (THR) of treated cotton decreased by 37.1% compared with that of raw cotton. The CO2/CO of treated cotton fabric was 22.9, which was much lower than that of control cotton. The time to ignition (TTI) of control cotton fabric was 5 s, whereas the treated cotton fabric could not be ignited. These results indicated that TECHPA interfered with the combustion of cotton fabric (Özgür et al. 2013; Beyler et al. 2017; Bentis et al. 2019).
Table 3 Cone calorimetry test results of cotton samples before and after treatment
|
Sample
|
TTI (s)
|
TTF (s)
|
TPHRR (s)
|
Av-MLR (g/m2/s)
|
CO2/CO (kg/kg)
|
Residue weight (%)
|
|
Control cotton
|
5
|
25
|
19
|
16.7
|
122.7
|
4.9
|
|
Treated cotton
|
0
|
0
|
15
|
1.7
|
22.9
|
35.4
|
Surface morphology
The surface morphology of the control cotton, treated cotton (40 g/L TECHPA), and burnt cotton after treatment were observed by SEM (Fig. 8). The control cotton fibers (Fig. 8. a, d, and g) were flat and banded (Huang et al. 2019). The cotton fibers treated with flame retardant (Fig. 8. b, e, and h) had a similar structure to the control cotton fibers with swelling and a smooth surface without the attachment of other substances. This indicated that TECHPA penetrated and reacted with the fibers instead of sticking to their surface. Fig. 8 c, f, and i showed a complete carbon frame after burning, which indicated that TECHPA maintained the original form of control cotton during combustion. A large amount of char residue embodied the mechanism of condensed phase flame retardant. There were some bubbles on the surface of the carbon frame after burning because the flame retardant contained nitrogen components that released ammonia, nitrogen gases, etc. during combustion. The existence of these bubbles helped inhibit heat transfer and diluted combustible gases and oxygen, thus reducing the possibility of further combustion.
Formaldehyde content
The formaldehyde content was analyzed to judge the serviceability and safety of the flame-retardant cotton fabric. The original cotton and cotton treated with 40 g/L TECHPA were extracted in a 40 oC water bath. Then, the extraction solution was colored with acetylacetone to determine the free formaldehyde content of the finished cotton fabric. The results showed that there was almost no difference between the untreated and processed cotton in the color of acetylacetone. The result of the finished cotton was "not detected" by an ultraviolet spectrophotometer, i.e., the free formaldehyde content on the fabric was less than 25 mg/kg. This revealed no detrimental effect on the safety performance, meeting the requirements for infant textiles.
Mechanical properties
Table 4 shows the tensile strength, bending length, and crease recovery angle of the cotton samples. Compared with the control cotton, the tensile strengths of the cured cotton were lower and decreased at higher flame retardant concentrations. This was attributed to fabric damage by phosphoric acid produced during finishing at a high temperature (185 oC for 5 min); however, when the concentration reached 40 g/L, the strengths of the treated cotton remained at 68% of the value of the original cotton, which satisfied many application requirements.
The bending length is related to the softness and handle of cotton fabrics. As shown in Table 4, the bending length increased upon increasing the flame retardant concentration. Under the maximum concentration, the bending length increased by 22.4% for warp and 31.9% for the weft. The crease recovery angle substantially increased after flame-retardant treatment. Once the flame-retardant concentration reached 30 g/L, the crease recovery angle of the finished cotton was twice that of the original cotton and increased only slightly afterward. This behavior occurred because the flame retardant molecules contained four reactive P–OH groups, and each flame retardant molecule combined with four –OH groups on cellulose. Thus, the crease recovery of treated cotton fabrics was improved.
Table 4. The tensile strength, bending length, and crease recovery angle of cotton samples
|
FR concentration (g/L)
|
Tensile strength (N)
|
Bending length (mm)
|
Crease recovery angle (o)
|
|
Warp
|
Weft
|
Warp
|
Weft
|
|
0
|
483
|
449
|
24.6
|
21.3
|
90.6
|
|
10
|
378
|
355
|
25.1
|
26.4
|
128.0
|
|
20
|
365
|
336
|
27.1
|
27.4
|
160.6
|
|
30
|
341
|
325
|
27.6
|
30.4
|
181.5
|
|
40
|
329
|
305
|
30.1
|
28.1
|
185.9
|
{kind=link}