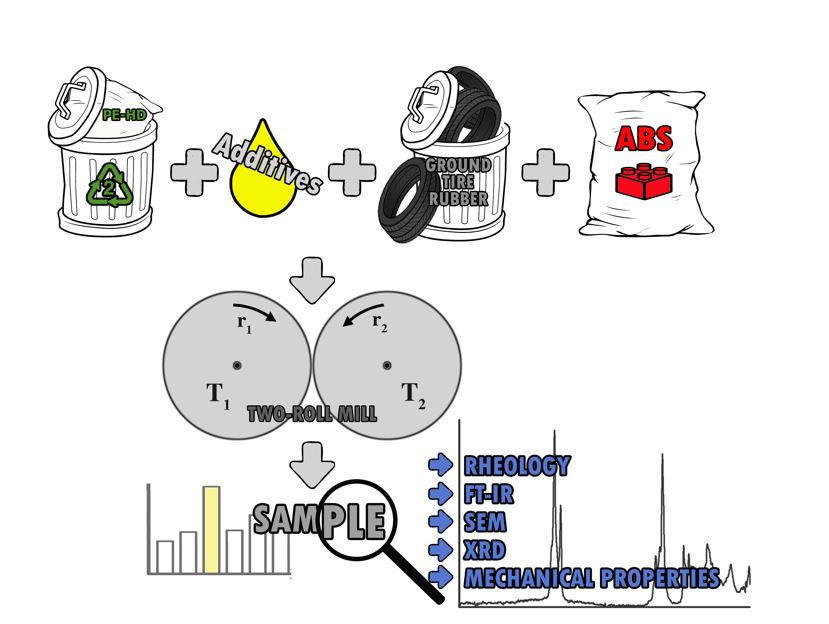
Waste high-density polyethylene (w-HDPE)/ acrylonitrile-butadiene-styrene (ABS)/ground tire rubber (GTR) have been melt blended by two-roll milling. Ternary blends of w-HDPE/ABS/GTR have been observed to be incompatible in the composition range studied which revealed in the deteriorated mechanical properties. Two main types of compatibilizers such as an olefin-maleic anhydride copolymer based one synthesized by the authors and a commercial maleic anhydride grafted polypropylene (MA-g-PP) have been chosen for enhancing compatibility between the components ergo the mechanical properties. For characterizing tensile and impact properties of the blends mechanical tests have been carried out besides the scanning electron microscopy (SEM), X-ray diffraction and Fourier transform infrared spectroscopy. The most advantageous result in industrial practice can be that the experimental additive allows to apply higher GTR concentration ergo gives the opportunity to recycle higher level of GTR.
Research Article
A Practical Manner To GTR Recycling in Waste HDPE/ABS
https://doi.org/10.21203/rs.3.rs-1004055/v1
This work is licensed under a CC BY 4.0 License
Version 1
posted
You are reading this latest preprint version
polyethylene
compatibilization
morphology
recycling
ground tire rubber
Waste plastics and rubbers have been combined in order to contribute to the recycling issues and to provide a possible and effective way for recycling components having very different chemical structures via applying an olefin-maleic-anhydride copolymer based compatibilizing additive synthesized at the University of Pannonia in a pilot scale.
Effective disposal of waste ground tire rubber (GTR) represents a significant and urgent issue all around the world for quite long time and it is striking a balance among economical, ecological and technical factors in the recycling process by having huge impact on the outcomes [1-14]. Blending of polymers and rubbers can be an alternative way to create new type of polymer materials and it plays an important role in the field of both polymer and rubber recycling as a possible solution [2, 11]. Immiscibility of the polymer pairs comes from their highly different viscoelastic properties, intermolecular interactions and surface tension [15, 16]. One of the most effective toughening modifications is combination of rubber/thermoplastic elastomer with a polymer but significantly decreasing tensile strength, modulus and high-temperature creep deformation is expected with increasing content of rubber material [8, 17]. Particle size of GTR and its distribution play a significant role in creating a compound with appropriate properties and determine GTR content in the thermoplastic matrix [2, 3]. The average particle size is generally above 200 ɥm [2] with a GTR content of maximum 40%. In recent years adding of rigid bodies e.g. acrylonitrile-butadiene-styrene (ABS) or nanofillers to polymer blends has been investigated in order to improve impact strength or electrical and electromagnetic interference shielding performance [18-25].
Considering the possible polymers besides the toughening component ABS, polyolefins (PO) like polyethylene (PE), polypropylene (PP) are highlighted. Low impact properties of PP as one of the shortcomings can be overcome by addition of rubbery polymeric phase. Various combinations with PP were investigated including polyethylene octane copolymer (PEO), ethylene-propylene random copolymer (EPR), styrene-butadiene rubber (SBR), ethylene propylene diene monomer rubber (EPDM) and ABS [19]. PE is a semi-crystalline commodity polymer with excellent chemical resistance, stable and relatively good mechanical properties and easy processability. High-density polyethylene (HDPE) plastic has several unique properties that make it ideal as e.g. a packaging material. It has higher strength than the LDPE, acts as an effective barrier against moisture. Relatively low prices, ease of processing, low water absorption and high impact strength are the attractive reasons behind blending ABS with HDPE. Strategies for providing compatibility involve addition of low molecular weight substances, reactive polymers capable of interchange reactions or copolymers [20]. Blending PP with rubbery polymers like ABS is an industrial practice, which combine the good processability of PP with the high impact properties of ABS.
ABS has a typical two-phase structure since polybutadiene (PB) rubber particles act as the dispersed phase in the continuous phase of styrene–acrylonitrile (SAN). Acrylonitrile and butadiene components make ABS have impact toughness [21], while SAN makes ABS have good processing performance and surface finish respectively, however, presence of butadiene contributes to the poor aging performance either [22, 23].
Immiscibility of PO and ABS might be reduced by a compatibilizer meanwhile enhancing low impact toughness caused by large butadiene particles formed during the melt blending [21, 24, 25].
In the literature, many examples [18, 24, 26, 27] can be found for compatibilization of PP/ABS blends by grafting techniques. Lee et al. [26] investigated effects of MA-g-PP on the mechanical, morphological and rheological properties of 70/30 PP/ABS blends in which incorporation of 3 phr MA-g-PP was found to be an optimum for the mechanical properties as improvement in impact strength, tensile and flexural strength were 28%, 11% and 20%, respectively. Increased compatibility in 80/20 PP/ABS has been reported by Sung et al. [27] with addition of PP-g-SAN copolymer in 3 phr meanwhile droplet size of the ABS showed a minimum. Effect of different compatibilizers like MA-g-PP, MA-g-SEBS and α-olefin copolymer (EAO) and hybrids of them were studied by Bonda et al. [18] in PP/ABS blend optimized to the ratio of 80/20. Maximum improvement in Izod impact strength (55%) and tensile strength (3%) was achieved by incorporation of 5 phr MA-g-PP and a hybrid compatibilizer consisted of 5 phr MA-g-SEBS and 5 phr EAO mixed, respectively.
High strength and stiffness but limited toughness in PP/ABS blends containing montmorillonite (MMT) compatibilized by MA-g-PP was observed by Ibrahim et al. [24]. The improvement in stiffness could be caused on the one hand by interaction of PP, ABS and MA-g-PP to form ABS-g-PP and on the other hand by reinforcing effect of the filler.
Limited number of studies could be accessed to in the literature about POs containing both GTR and ABS. A patent was available about the extruded PE/ABS /GTR blend [28]. High structural integrity, therefore resistance against soil-loading pipe collapse and a high degree of flexibility along its length makes it useful as a subsurface irrigation buried pipe.
HDPE based 100% waste resource blend containing 25% LDPE and 5% ABS was studied by San-Gil-Leon et al [29] with the purpose of assessing its suitability for construction of traffic signs. The product showed compliance with regulations applied to materials used in preparation of that field. Saxena and Maiti [21] prepared LDPE/ABS blends having simple-phase morphology via one step reactive extrusion in the presence of 5 wt% maleic anhydride. The chemical mixture was found to be thermally stable, moreover outstanding enchancement of tensile and flexural properties was reported compared not only to the pure PE but also to the uncompatibilized LDPE/ABS.
A wide range of both untreated and treated GTRs in ABS have been studied by Wu et al. [30]. Tensile properties of the blends significantly improved compared to the untreated ABS/GTR. That statement was valid for samples produced either by a two-step process or via in situ compatibilization. The two-step process consist of surface chlorination of GTR followed by grafting of either amine-terminated butadiene acrylonitrile (ATBN) or triethanolamine zirconium chelate (TEAZ). Chlorinated GTR (Cl-GTR) and the ABS in situ compatibilization means addition of up to 2% of Lewis acid catalysts such as AlCl3, FeCl3, or ZnCl2.
A great number of studies [2, 8-10, 13, 14, 31-35] was found during the literature survey about GTR containing POs, mainly PEs. Even low e.g.10 phr GTR leads to significant decrease in tensile strength and elongation at break compared to e.g. virgin polyethylene [8, 36], therefore, addition of grafted polymers to the thermoplastic/GTR blend for enhancing the compatibility between the components is a commonly used method. Incorporation of MA-g-PE can be generally stated to result in better dispersion of the GTR in thermoplastic matrix, improved tensile properties, and optimized surface revealed by the interaction between carboxyl groups of GTR generated on its surface after grinding or reclaiming and maleic anhydride groups of the compatibilizer. Basso et al. [2] investigated extremely fine (diameter below 74 ɥm) GTR powder as a filler in PP to prove that high concentration of GTR even up to 80% in PP can be achieved.
Aims of the present study was to investigate the effectiveness of one of the experimental olefin-maleic-anhydride copolymer based compatibilizing compounds and compare its performance to a commercially available one in ternary blends consisting of polyolefin, ABS and GTR and optimize its composition with regard to maximum waste resource recovery.
2.1 Materials
Polymer raw materials used in this study were obtained from commercial sources with exception of w-HDPE. PP homopolymer and HDPE were supplied by Braskem (Sao Paulo, Brazil) and LyondellBasell (Rotterdam, The Netherlands) under the trade names of H734-52RNA and Hostalen GC 7260, respectively. ABS (POLYLAC PA-737) was provided by Chi Mei Corporation (Tainan, Taiwan). Main properties of the polymers were summarized in Table 1. Caps of waste PET bottles from selective collection were used as w-HDPE raw material. It has a melt flow index (MFI) of 2.6 g (10 min)-1 under the conditions of 230 °C and 2.16 kg. w-HDPE was characterized by tensile strength of 10.9 MPa, elongation at break of 3.7%, tensile modulus of 1089 MPa and Charpy impact strength of 7.2 kJ m-2 measured at room temperature. GTR has the main physical properties summarized in Table 2.
Particle size distribution of GTR particles was determined by sieving test in the following ranges: 0.63-0.40 mm; 0.40-0.25 mm; 0.25-0.0 mm (Fig. 1). Based on the literature [14, 37, 38] size and distribution of GTR particles is an influencing factor considering the end-properties of the blends, and basically the application of GTR particle size under 0.50 mm is suggested to enhance the mechanical properties. However, the effect of size disappears above 50% GTR in the blend.
As a commercial compatibilizer, the MA-g-PP, Licomont AR 504 (Clairant, Munich, Germany) (AD-COM) was applied. The compatibilizer had an MA content of 0. 94%, a density of 0.91 g cm-3 and a melt temperature of 150.7 °C. The experimental olefin-maleic-anhydride copolymer based additives possessed four different type of functional groups (anhydride, half-ester, ester-amide, imide) in different ratios.
Acid number of the experimental additive was 50.2 mg KOH (g sample)-1, and the signification number was measured 168.1 mg KOH (g sample) -1. Molecular weight was 3970 g mol-1 with a polydispersity of 1.16.
FT-IR spectra of the experimental and commercial additive between the wavenumber range of 3000-2800 cm-1 and 1900-1650 cm-1 was shown in Fig. 2.
Stretching vibration of hydrocarbon chains (methyl and methylene groups) appeared between 3000 cm-1 and 2800 cm-1. As the commercial additive was based on PP chain ratio of methyl and methylene vibrations was much higher than for the experimental additive based olefin-maleic-anhydride copolymer chains. Characteristic wavenumbers for carbonyl functional groups were found between 1900 cm-1 and 1650 cm-1. Typical carbonyl stretching vibration for maleic-anhydride group were at 1778 cm-1 and 1707 cm-1 in spectrum of commercial additive. Since experimental additive contained other types of carbonyl groups in various chemical surroundings more stretching vibrations appeared at Based on FT-IR measurements the ration of the anhydride functional group was 29.5%, the half-ester was 20.8%, while both imide and ester-amide functional groups was 24.9%.
2.2 Blend preparation
PO/ABS blends were prepared by a two roll-mill (LRM-S-110, LabTech Engineering Ltd., Samutprakarn, Thailand). Different operational conditions (Fig. 3) were adjusted with w-HDPE, commercial PE or PP depending on the ratio of PO and ABS. Compression molding was carried out at 180 °C or 200 °C correlated with the aforementioned blend composition for 10 minutes (5 minutes preheating and 5 minutes pressing) and at 6.5 t (CARVER 3853-0, Carver, Inc., Wabash, Indiana, USA). Ternary blends of w-HDPE/ABS/GTR were prepared in the following two steps. First a masterbatch consisting of w-HDPE and ABS in the ratios of 2:3 (40/60) and 3:2 (60/40) was processed by a two-roll mill, and processing parameters (Fig. 3) were kept the same for all PO/ABS blends. Then the mixture was chopped up and GTR was incorporated into the blend in 10 wt%, 20 wt% and 30 wt% also with the chosen compatibilizer in a two-roll mill followed by compression molding at 180 °C. Experimental and commercial compatibilizers were applied in 0.2 phr. After compression molding at 180 °C for 10 minutes specimens with the dimensions of 10 mm x 2.4 mm x 170 mm were cut for mechanical tests.
2.3 Measurements
X-ray diffraction (XRD) analyses were performed by a Philips PW 3710 type diffractometer (Philips Analytical, Almelo, The Netherlands) equipped with a PW 3020 vertical goniometer and a curved graphite diffracted-beam monochromator. The applied radiation was CuKα from a broad-focus Cu tube, operating at 50 kV and 40 mA. The samples were measured in a continuous scan mode with 0.02 ° s-1 scanning speed. Data collections were carried out with X'Pert Data Collector software. Profile fitting option of PC-APD software was applied to determine the integral intensity of individual reflections. Identification of phases was made by comparing the XRD patterns with the 00–060-0986 and 00-060-1508 Powder Diffraction File (PDF) of HDPE and ABS, respectively.
Infrared spectroscopy was used to collect structural information with an IRTracer-100 type (Shimadzu, Kyoto, Japan) FTIR spectrometer (resolution: 3 cm-1, illumination: SiC Globar light, detector: DLATGS type) in the 4000-500 cm-1 wavenumber range.
The microstructure of the samples was investigated by an FEI/ThermoFisher Apreo S scanning electron microscope in low vacuum with an accelerating voltage of 10.0 kV. A thin and conductive electron transparent layer had to be applied on the broken surface by a Blazers Union SCD 020 type gold evaporator as the samples are obviously non-conductive by nature. SEM images were taken of the broken surface of the samples.
Impact strengths have been determined by a Charpy impact tester (CEAST Resil Impactor 6967.000., CCSi, Inc., Akron, Ohio, USA) on V-notched samples using 1 J pendulum-type tester, at 23 °C (± 1 °C). Five specimens were broken.
Tensile tests were carried out by an INSTRON 3345 universal tensile testing machine (Instron, Norwood, Massachusetts, USA) with crosshead speed of 100 mm min-1. Tensile strength, elongation at break and tensile modulus of each specimen were obtained from five parallel measurements.
An MFI device (MF 20, CEAST S.p.A., Pianezza, Italy) was used to determine melt flow indices of the blends at 180 °C under a load of 2.16 kg.
3.1 Mechanical and rheological properties
3.1.1 Effects of changing the polyolefin raw material
Both type and origin of the PO raw material were considered to be an influencing factor in the properties of PO/ABS blends even in the range of immiscibility. Therefore, three different POs (a commercial PP and HDPE, as well as the w-HDPE) were used in the experiments.
As shown in Fig. 4, the effects of changing the PO raw material on the Charpy impact strength, the tensile strength and elongation at break were examined at two different compositions of PO/ABS.
Approximately the same Charpy impact strength were measured at 40% PO content (40/60 PO/ABS) (Fig. 4a) and only that of the HDPE/ABS blend was a slightly higher value. This suggests that the solubility and compatibility values of POs were similar in this composition. Increasing the PO concentration up to 60%, the impact strength of PP/ABS blend decreased by 38%, but the HDPE/ABS and w-HDPE/ABS blend almost kept their previous impact strength values. No effects of shifting the polyolefin ratio was experienced in the case of w-HDPE in the studied polyolefin concentration range.
Performance of every blend was higher in 60/40 PO/ABS than in 40/60 manifested in tensile strength (Fig. 4b). The weakest tensile strength was provided by w-HDPE containing blends as expected but almost the same value was achieved by addition of 60% w-HDPE as by 40% PP addition into the ABS.
Shifting the ratio of PO/ABS in w-HDPE containing samples did not have any remarkable effect on the elongation at break (Fig. 4c) being really low. However, it can be clearly seen that almost the same elongation at break values were achieved at 40% PO content for all PO types. A general improvement was observed in the elongation at break of commercial PO-rich blends, but the standard deviation was not negligible especially in PP-rich blends taking tensile properties and compositions into account.
Considering the aspects and goals of waste management w-HDPE has been chosen for the further experiments, such as compatibilizing.
3.1.2 Compatibilization of GTR containing w-HDPE/ABS blends
At the stage of GTR introduction and compatibilization during the experiments, ratio of w-HDPE and ABS was kept at constant values i.e. at 40/60 or 60/40 and GTR filler was incorporated in the blends in concentration of 10 wt%, 20 wt% and 30 wt%.
Addition of GTR to 40/60 w-HDPE/ABS can be established to slightly improve impact resistance of the blends (Fig. 5), however, a positive trend with increasing GTR content could be observed only in the strength values of the experimentally compatibilized (AD-EXP) samples. There was a progressive decreasing of impact strength of the uncompatibilized (AD-FREE) blends above 10% GTR content, which reflected the weakening of interfacial adhesion in these blends. Using experimental compatibilizer, almost the same impact strength and standard deviation was obtained for the samples with different GTR contents, indicating a good homogeneity in the presence of this additive even at the highest GTR content. This compatibilizer showed such a balanced impact resistance with increasing GTR content, which allowed to introduce waste rubber in a higher concentration into the blend. At the same time, the highest impact strength was achieved at 20% GTR content of AD-EXP sample. In the case of commercial additive (AD-COM), standard deviations of impact strength were very high, which can be attributed to the significant structural inhomogeneity of specimens.
Taking into account the Charpy impact strength values of 60/40 w-HDPE/ABS blend (Fig. 5b), the incorporation of GTR was proven to be beneficial, moreover, a linear trend in the impact strength was observed for the uncompatibilized and compatibilized blends as well. Significant differences in the effect of additives could not be revealed until 30% GTR content. For example at 30% GTR content, the impact strength was improved by 28% and 21% with the current dosage of the experimental and commercial additives, respectively, but standard deviation of the AD-COM strength values was twice as high as that of the AD-EXP ones.
It can be concluded, that higher GTR content (20% and 30%) was more favorable to obtain an enhanced compatibilization with the AD-EXP in both studied blends (40/60 and 60/40 w-HDPE/ABS), and in w-HDPE-rich experimentally compatibilized blend, the impact strength could be enhanced by 61% compared to the ABS-rich one compatibilized by AD-COM. Mostly, in the case of the 60/40 w-HDPE/ABS blends, better strength results were achieved because the w-HDPE could behave as a matrix material in the system.
In addition, the tensile properties such as the tensile strength (Fig. 6a) and elongation at break (Fig. 6b) of the blends were also measured.
First, the tensile strength values of the 40/60 w-HDPE/ABS blends were shown in Fig. 6a. Although the addition of GTR into the 40/60 w-HDPE/ABS blends resulted in decreasing tensile strength with increasing GTR content, the decrease was somewhat compensated by the addition of AD-EXP. In the case of 10% GTR content, the tensile strength was almost the same as that of the uncompatibilized blend without any GTR content. Increasing the GTR content up to 20%, a similar phenomenon occurred, the AD-EXP could compensate the effect of increased GTR content on the tensile strength. It should be mentioned that in the field of waste recycling, the reuse of a higher GTR content in blends with additives without the property deterioration is really advantageous. Nevertheless, the addition of 30% GTR with or without any additive significantly decreased the tensile strength. At the same time, the AD-COM could not improve the tensile strength of GTR containing blends. Considering the strength values of the GTR containing samples, the effectiveness of the AD-COM was far below that of the AD-EXP. Nevertheless, the most outstanding phenomenon was the balanced performance of the AD-EXP in the whole studied range of GTR concentrations.
Next, the changes of the tensile strength of the 60/40 w-HDPE/ABS blends were presented in Fig. 6b. Besides compatibilization concern, the effect of GTR loading on the tensile strength of the blends can be well established in Fig. 6b. In the case of AD-FREE blends, a drastic decrease of tensile strength was observed at 20% and 30% GTR content. At the same time, the addition of 10% GTR practically did not reduce the tensile strength of the 60/40 w-HDPE/ABS blend compared to that of the 40/60 w-HDPE/ABS one. Application of AD-EXP caused a smaller reduction of the tensile strength value at higher (20% and 30%) GTR content compared to the value of the uncompatibilized composite.
In the case of the AD-COM, the addition of 10% GTR slightly reduced the tensile strength, but a higher GTR content caused significant decrease. Based on that trend of the tensile strength, the commercial additive had a higher compatibilizing effectiveness at lower GTR content, probably because of the higher miscibility of the two raw polymers in that ratio. Although the blends with the experimental additive did not show outstanding strength values, the decrease of tensile strength was lower at 20% and 30% GTR content even up to 20% meanwhile drastic decrease was realized in case of the other two compositions. At the same time, the AD-COM produced a slightly higher reduction of the tensile strength at higher (20% and 30%) GTR content than the AD-EXP.
Finally, it should be noted that the tensile strength results of both studied w-HDPE/ABS blends were similar in magnitude.
The elongation at break values of the 40/60 and 60/40 w-HDPE/ABS blends are presented in Fig. 7. The additive-free 40/60 w-HDPE/ABS blends and their composites with GTR (Fig. 7a, AD-FREE) had low elongation at break values with high standard deviation and the compatibilization did not improve those values significantly (AD-EXP, AD-COM). Therefore, it can be concluded that those polymer blends had almost the same elongation at break values in the presence or absence of compatibilizer. In the case of the 60/40 w-HDPE/ABS blends (Fig. 7b), the elastic behavior of GTR is evidenced in increased elongation at break values. The additive-free blends with different GTR content had similar elongation at break values with high standard deviation, and the addition of AD-COM practically did not change those values. Application of AD-EXP showed excellent performance since a significant increase was noticed in the elongation at break values, which was independent from GTR content.
Flow behavior of the blends was studied by MFI measurements. MFI values of the uncompatibilized and compatibilized w-HDPE/ABS blends with different GTR content were represented in Fig. 8. It is well-known that solid particles are able to influence the melt flow indices of the polymers.
MFI showed linear trend with increasing GTR content and MFI values of GTR-free blends are halved at 30% GTR loading in both w-HDPE/ABS compositions, MFI values of blends with AD-COM and closer to MFI of AD-FREE blends with increasing GTR concentration.
3.2 Structure characterization
3.2.1 XRD analysis of the blends
It is well known that the crystal structure of the crystalline HDPE belongs to the orthorhombic crystal system and to the Pnam space group. Corresponding to the 00–060-0986 PDF, its lattice parameters are the followings: a = 7.465 Å, b = 4.951 Å and c = 2.560 Å. The lattice parameter c (along the PE chains) is equivalent to the length of one monomer unit (C2H4) [39]. XRD analysis is suitable to characterize the crystal structure and crystallinity of polymer blends [39, 40]. In this case, the crystallinity can describe the ratio of crystalline part in a mixture of crystalline and amorphous materials [39].
As a part of the present study, XRD patterns of the pure w-HDPE and ABS, as well as the blends (with 0% and 20% GTR content) were measured in three different areas. Some representative XRD patterns of samples are given in Fig. 9. In the XRD pattern of the pure w-HDPE (100% w-HDPE), the crystalline HDPE produced sharp reflections (e.g. +) due to diffraction, whereas the amorphous HDPE produced a broad reflection (in the 8–28° two-theta range) indicating only some short-range order in the atomic arrangement. The XRD pattern of the raw ABS (100% ABS) showed several pronounced reflections (o), which was characteristic for its predominant crystalline state. In the XRD patterns of the blends, the characteristic reflections of crystalline HDPE were present, while the reflections of crystalline ABS were absent. Simultaneously, the broad reflection in the 8–28° two-theta range strengthened representing the transformation of ABS from crystalline to glassy state. To characterize the changes of crystalline and amorphous parts in the samples, the crystallinity values were determined using the following equation [39]:

where A110 and A200 were the area of the 110 and 200 reflections, respectively, Aam was the area of the amorphous reflection in the 8–28° two-theta range, and the K correction parameter was 1.4 [39].
As indicated in Fig. 9, the calculated crystallinity values of the pure w-HDPE (100% w-HDPE) and the uncompatibilized 40/60 w-HDPE/ABS blend at 0% GTR content (AD-FREE) were 0.58 and 0.23, respectively; these values confirmed that the mass fraction of crystalline HDPE phase was related to the mass fraction of w-HDPE (40%). This also proved the complete transformation of ABS from crystalline to glassy phase. It was also interesting that the crystallinity values at 20% GTR content was almost the same (approximately 0.23), which suggested a slight (~10%) increase in the mass fraction of the crystalline HDPE during the preparation of these ternary blends.
Using three parallel XRD patterns of the 40/60 and 60/40 w-HDPE/ABS blends at 0% and 20% GTR content, the crystallinity values were determined (Fig. 10). In the case of the 40/60 w-HDPE/ABS blends at 0%, the mean crystallinity values were close to each other with a relatively small standard deviation. This presented that the additives practically had no effect on the mass fraction of the crystalline HDPE. At 20% GTR content, the mean crystallinity values were very similar, but with a higher standard deviation, which indicated the inhomogeneity of these samples. It should be mentioned that the lowest standard deviation was obtained using AD-EXP. This also strengthened the good compatibilization effect of this additive. In the case of the 60/40 w-HDPE/ABS blends at 0% GTR content, the mean crystallinity values were at around 0.35, which value also proved that the mass fraction of crystalline HDPE mainly depended on the mass fraction of w-HDPE (60%). There were also relatively small standard deviations, which characterized the fairly good homogeneity of the uncompatibilized and compatibilized blends without addition of GTR. In the case of 20% GTR content, all samples showed slightly decreased mean crystallinity values, but only the AD-FREE sample had an increased standard deviation. The experimental and commercial additive decreased the standard deviation and enhanced the compatibility of the w-HDPE/ABS blend with the GTR. The AD-EXP sample showed the highest mean crystallinity value (0.32), which indicated a slightly (~8%) increased mass fraction of the crystalline HDPE.
3.2.2 FT-IR
Characterization of GTR containing blends was supplemented with FT-IR evaluation. FT-IR spectra of blends with 20% GTR were compared in Fig. 11. The other, GTR containing samples gave the same characteristic peaks, therefore, only the results of the methylene and methyl absorption peaks are involved (Table 3.). Possible changes in the structure of the blend were followed by the ratio of integrated areas of methyl and methylene characteristic bands at 2955 cm-1 and 2912 cm-1.
Additive containing w-HDPE/ABS blends without GTR had a higher methylene/methyl ratio than the additive free counterparts, but no difference was measured between the two additive containing blends.
Ratio of the integrated area of the methylene groups was independent from the GTR content in blends of w-HDPE/ABS in 40/60 without compatibilizer and with the commercially available one. In w-HDPE rich blends the aforementioned area of the same compositions changed to a higher extent with the GTR content in the whole range investigated.
Blends containing the experimental additive showed higher variability with GTR content in both compositions of w-HDPE/ABS.
3.2.3 Blend morphology
Tensile fracture surfaces of the w-HDPE/ABS 60/40 blends with GTR concentrations of 0% and 20% can be seen in Fig. 12a-c.
Fig. 12a shows the morphology of uncompatibilized 60/40 w-HDPE/ABS blend where a relatively crowded structure was observed without any voids and filament formation reflected in the low value of elongation at break as well. The two polymers located in layers on each other but they can be distinguished obviously: w-HDPE created the crystalline and continuous phase of the blend while ABS domains gave the amorphous dispersed part with flat tensile surface.
Incorporation of 20% GTR into the blend of w-HDPE/ABS (Fig. 12b) broke the continuity and uniformity of the structure which revealed in the void formation around GTR particles among others. Furthermore the aforementioned lamellar and concise structure of the blend eliminated and polymer burrs around the particle were not observed leading to the conclusion that relatively lower strain was needed for the separation of the interface.
Effects of the compatibilization can be clearly seen in the Figures of 12 c and d. Blends compatibilized by experimental or commercial additive showed more structured polymer phase and more homogenous dispersion of ABS particles in the w-HDPE matrix, as expected. A remarkable reduction in the particle size of ABS was noticed as an effect of compatibilizing.
A completely embedded particle was observed in the Fig. 12c which illustrated the tensile fracture of the blend compatibilized by the experimental additive. Besides, burr formation around the particle could be seen indicating the higher strength of the embedding resulted by improved adhesion between the polymer-rubber phases. SEM micrograph and the results of the tensile test were totally in sync with each other since the improvement in tensile strength and elongation at break was approximately 60%. Moreover a better dispersion of ABS domains was detected in comparison with the uncompatibilized blend supported by the lower standard deviation values of tensile properties. ABS particles appeared in spherical shape in uncompatibilized blend and blend compatibilized by AD-EXP which led to the increment of interfaces.
The rough surface of the GTR promotes and boost the adhesion between the polymer and rubber particle especially in compatibilized blends. Separation located at the point where the surface of GTR particle was flat so the interlocking was hindered by the geometry of the GTR particles, while in uncompatibilized blend the rubber particle possessed rough surface at the point of separation.
The present work gave an insight into GTR recycling in polyolefin based blends mainly waste HDPE. Upon the results achieved the followings were stated:
- Virgin polyolefins, both PP and PE, showed higher sensitivity to shifting PO/ABS ratio in terms of all the mechanical properties than waste HDPE
- GTR introduction was proven to be more beneficial in 60/40 w-HDPE/ABS in the presence of both commercial (AD-COM) and experimental (AD-EXP) compatibilizing additives, meanwhile standard deviation of the AD-COM values was significantly higher than that of the AD-EXP ones.
- Although the addition of GTR into the 40/60 w-HDPE/ABS blends resulted in decreasing tensile strength with increasing GTR content, the decrease was somewhat compensated by the addition of experimental additive
- Elongation at the break was not influenced by the increasing GTR content in the presence of the experimental additive.
- MFI showed linear decreasing trend with increasing GTR content in both 40/60 and 60/40 w-HDPE/ABS blends even in the presence of compatibilizers, however difference almost disappeared between the uncompatibilized and commercial additive containing blends with increasing GTR concentration.
- MFI showed opposite trend with Charpy impact strength in ABS-poor blends while the same trend was experienced with the tensile strength in ABS-rich blends.
- XRD measurements resulted in almost the same crystallinity values at 20% GTR content such as without any GTR in the absence of compatibilizer in ABS-rich blends.
- XRD measurements revealed that the additives practically had no effect on mass fraction of the crystalline HDPE but the lowest standard deviation achieved by the experimental additive strengthened the good compatibilization effect.
- Effectiveness of experimental additive is emphasized in ABS-rich GTR containing blends with having e.g. the same tensile strength at 10% GTR level as the w-HDPE/ABS blends without GTR and any compatibilizer.
- As a consequence the most useful result in industrial practice can be realized in the fact that the experimental additive allows to introduce more GTR into the blend thereby, giving the opportunity to recycle higher level of GTR.
Acknowledgement
SEM studies were performed at the electron microscopy laboratory of the University of Pannonia, established using grant no. GINOP-2.3.3-15-2016-0009 from the European Structural and Investments Funds and the Hungarian Government.
Availability of supporting data
All data generated or analyzed during this study are available from the corresponding author on reasonable request.
Competing interests
The authors declare they have no competing interests.
Funding
Hungarian Government
Authors' contributions
All authors contributed to the study conception and design. Material preparation and mechanical tests were performed by Balázs Heller. Structural analysis was performed by Éva Makó. Rheological tests and discussion of the results were performed by Lilla Simon-Stőger, FT-IR measurements were performed by Balázs Heller. The first draft of the manuscript was written by Balázs Heller and Lilla Simon-Stőger, the discussion of the results was performed by Csilla Varga. All authors commented on all the versions before submitting the manuscript. All authors read and approved the final manuscript.
- Simon, D., Bárány, T.: Effective thermomechanical devulcanization of ground tire rubber with a co-rotating twin-screw extruder. Polym. Degrad. Stabil. 190, 109626 (2021)
- Basso, A., Zhang, Y., Linnemann, L., Hansen, H.N.: Study of the distribution of rubber particles in ground tire rubber/polypropylene blends. Mater. Today-Proc. 34, 311-316: (2021)
- Bowles, A.J., Fowler, G.D., O’Sullivan, C., Parker, K.: Sustainable rubber recycling from waste tyres by waterjet: A novel mechanistic and practical analysis. Sustain. Mater. Technol. 25, e00173 (2020)
- Colom, X., Faliq, A., Formela, K., Canavate, J.: FTIR spectroscopic and thermogravimetric characterization of ground tyre rubber devulcanized by microwave treatment. Polym. Test. 52, 200–208 (2016)
- Dobrota, D., Dobrota, G., Dobrescu, T.: Improvement of waste tyre recycling technology based on a new tyre markings. J. Clean. Prod. 260, 121141 (2020)
- Formela, K.: Sustainable development of waste tires recycling technologies – recent advances, challenges and future trends. Adv. Ind. Eng. Polym. Res. 4, 209–222 (2021)
- Hoyer, S., Kroll, L., Sykutera, D.: Technology comparison for the production of fine rubber powder from end of life tyres. Procedia Manuf. 43, 193–200 (2020)
- Jia, L.C., Li, Y.K., Yan, D.X.: Flexible and efficient electromagnetic interference shielding materials from ground tire rubber. Carbon 121, 267–273 (2017)
- Jiang, C., Zhang, Y., Ma, L., Zhou, L., He, H.: Tailoring the properties of ground tire rubber/high-density polyethylene blends by combining surface devulcanization and in-situ grafting technology. Mater. Chem. Phys. 220, 161–170 (2018)
- Kakroodi, A.R., Rodrigue, D.: Degradation behavior of maleated polyethylene/ground tire rubber thermoplastic elastomers with and without stabilizers. Polym. Degrad. Stabil. 98, 2184–2192 (2013)
- Lima, P., Magalhaes da Silva, S.P., Oliveira, J., Costa, V.: Rheological properties of ground tyre rubber based thermoplastic elastomeric blends. Polym. Test. 45, 58–67 (2015)
- Araujo-Morera, J., Verdejo, R., López-Manchado, M.A., Santana, M.H.: Sustainable mobility: The route of tires through the circular economy model. Waste Manage. 126, 309–322 (2021)
- Scaffaro, R., Dintcheva, N.T., Nocilla, M.A., La Mantia, F.P.: Formulation, characterization and optimization of the processing condition of blends of recycled polyethylene and ground tyre rubber: Mechanical and rheological analysis. Polym. Degrad. Stabil. 90, 281–287 (2005)
- Sonnier, R., Leroy, E., Clerc, L., Bergeret, A., Lopez-Cuesta, J.M.: Polyethylene/ground tyre rubber blends: Influence of particle morphology and oxidation on mechanical properties. Polym. Test. 26, 274–281 (2007)
- Li, J., Li, C., Liao, Q., Xu, Z.: Environmentally-friendly technology for rapid on-line recycling of acrylonitrile-butadiene-styrene, polystyrene and polypropylene using near-infrared spectroscopy. J. Clean. Prod. 213, 838–844 (2019)
- Vazquez, Y.V., Barbosa, S.E.: Compatibilization of HIPS/ABS blends from WEEE by using Styrene-Butadiene Rubber (SBR). J. Clean. Prod. 217, 381–390 (2018)
- Ding, H., Guo, L.: Effect of annealing temperature on low-temperature toughness of β-nucleated polypropylene random copolymer/ethylene-propylene-diene terpolymer blends. Chinese J. Polym. Sci. 33, 256–264 (2015)
- Bonda, S., Mohanty, S., Nayak, S.K.: Influence of compatibilizer on mechanical, morphological and rheological properties of PP/ABS blends. Iran. Poly. J. 23, 415–425 (2014)
- Lohar, G.S., Jogi, B.F.: Influence of Carbon Black (CB) on Mechanical Behaviour and Microscopic Analysis of Poly-propylene (PP)/Acrylonitrile-butadiene-styrene (ABS) Nanocomposites. Procedia Manuf. 20, 85–90 (2018)
- Elnaggar, M.Y., Fathy, E.S., Hassan, M.M.: Effect of carbon fiber and gamma irradiation on acrylonitrile butadiene styrene/high density polyethylene composites. Polym. Sci Ser. B+ 59, 472–478 (2017)
- Saxena, D., Maiti, P.: Utilization of ABS from plastic waste through single-step reactive extrusion of LDPE/ABS blends of improved properties. Polymer 221, 123626 (2021)
- Zhang, Z., Zhu, W., Zhang, J., Tian, T.: Highly toughened poly (acrylonitrile–styrene–acrylic)/chlorinated polyethylene blends: Mechanical, rheological and thermal properties. Polym. Test. 44, 23–29 (2015)
- Liu, J., Zhu, X.: Isotactic polypropylene toughened with poly(acrylonitrile–butadiene–styrene): Compatibilizing role of maleic anhydride grafted polypropylene. Polym. Eng. Sci. 59, 317–326 (2019)
- Ibrahim, M.H., Hassan, A., Wahit, A., Hasan, M.U.: Mechanical properties and morphology of polypropylene/poly(acrylonitrile-butadiene-styrene) nanocomposites: Effect of compatibilizer and montmorillonite content. J. Elastom. Plat. 49, 209–225 (2017)
- Rigon, D., Ricotta, M., Meneghetti, G.: A literature survey on structural integrity of 3D printed virgin and recycled ABS and PP compounds. Procedia Struct. Integrity. 28, 1655–1663 (2020)
- Lee, H.G., Sung, Y.T., Lee, Y.K., Kim, W.N., Yoon, H.G., Lee, H.S.: Effects of PP-g-MAH on the Mechanical, morphological and rheological properties of polypropylene and poly(acrylonitrile-butadiene-styrene) blends. Macromol. Res. 17, 417–423 (2009)
- Kum, C.K., Sung, Y.T., Kim, Y.S., Lee, H.G., Kim, W.N., Lee, H.S., Yoon, H.G.: Effects of compatibilizer on mechanical, morphological, and rheological properties of polypropylene/poly(acrylonitrile-butadiene-styrene) blends. Macromol. Res. 15, 308–314 (2007)
- Turner, J.E.. (BANSTAR Co.). U.S 4,110,420, June 25, 1976
- San-Gil-Leon, A., Stradi-Granados, B.A.: Determination of thermal and mechanical properties of HDPE-based polymer blends for use in traffic signs. AIMS Material Science 3, 722–736 (2016)
- Wu, D.Y., Bateman, S., Partlett, M.: Ground rubber/acrylonitrile–butadiene–styrene composites. Compos. Sci. Technol. 67, 1909–1919 (2007)
- Lu, X., Wang, W., Yu, L.: Waste ground rubber tire powder/thermoplastic vulcanizate blends: Preparation, characterization, and compatibility. J. Appl. Polym. Sci. 131, 39868 (2014)
- Kakroodi, A.R., Rodrigue, D.: Highly filled thermoplastic elastomers from ground tire rubber, maleated polyethylene and high density polyethylene. Plast. Rubber Compos. 42, 115–122 (2013)
- Ramarad, S., Khalid, M., Ratnam, C.T., Chuah, A.L., Rashmi, W.: Waste tire rubber in polymer blends: A review on the evolution, properties and future. Prog. Mater Sci. 72, 100–140 (2015)
- Formela, M., Haponiuk, J., Jasinska-Walc, L., Formela, K.: Compatibilization of polymeric composition filled with ground tire rubber – short review. Chem. Chem. Technol. 4, 445–450 (2014)
- Song, P., Li, S., Wang, S.: Interfacial interaction between degraded ground tire rubber and polyethylene. Polym. Degrad. Stabil. 143, 85–94 (2017)
- Sonnier, R., Leroy, E., Clerc, L., Bergeret, A., Lopez-Cuesta, J.: Compatibilisation of polyethylene/ground tyre rubber blends by γ irradiation. Polym. Degrad. Stabil. 91, 2375–2379 (2006)
- Colom, X., Canavate, J., Carillo, F., Sunol, J.J.: Effect of the particle size and acid pretreatments on compatibility and properties of recycled HDPE plastic bottles filled with ground tyre powder. J. Appl. Polym. Sci. 112, 1882–1890 (2009)
- Hrdlicka, Z., Cebria, P.M.M., Stefan, V., Kuta, A.: Thermoplastic Elastomeric Blends Based on Waste Tires and Polyethylene: The Role of Rubber Particle Size. Prog. Rubber Plast. Re. 32, 129–142 (2016)
- Stadler, F.J., Takahashi, T., Yonetake, K.: Lattice sizes, crystallinities, and spacing between amorphous chains - characterization of ethene-/α-olefin copolymers with various comonomers and comonomer contents measured by wide angle X-ray scattering. e-Polymers 9, 040 (2009)
- Khutia, M., Joshi, G.M., Tambe, P.: Quality factor of Melt blend processed polypropylene/poly (acrylonitrile-butadiene-styrene)/conducting carbon black blends. Int. J. Plast. Technol. 19, 381–387 (2015)
Table 1 Properties of commercial polymer raw materials
|
Properties |
HDPE |
PP |
ABS |
w-HDPE |
|
Tensile strength (MPa) |
30.0 |
37.0 |
39.0 |
10.9 |
|
Tensile modulus (MPa) |
1450 |
1700 |
1900 |
1089 |
|
Charpy impact strength (kJ m-2) (notched, at room temperature) |
4.0 |
2.5 |
25.0 |
7.2 |
|
Elongation at break (%) |
7.0 |
9.0 |
20.0 |
3.7 |
|
MFI (g (10 min)-1) |
8.0 (190 °C, 2.16 kg) |
52.0 (230 °C, 2.16 kg) |
29.0 (220 °C, 10 kg) |
2.6 (230 °C, 2.16 kg) |
Table 2 Main physical properties of GTR
|
Property |
Measurement method |
|
|
Adherent moisture content (wt%) |
ASTM D1509-18 |
0.4 |
|
Part, soluble in acetone (wt%) |
ASTM D297-15 |
8.5 |
|
Part, soluble in chloroform (wt%) |
ASTM D297-15 |
0.3 |
|
Σ isoprene content (wt%) |
ASTM D297-15 |
58.5 |
|
NR+IR content (wt%) |
ASTM D297-15 |
36.5 |
|
Carbon black content (wt%) |
ASTM D297-15 |
27.2 |
|
Ash content (wt%) |
ASTM D297-15 |
5.1 |
|
Compatibility index: 2.68a |
|
|

Table 3 Ratio of the methyl groups in blends within the hydrocarbon stretching vibrations
|
60/40 |
0% GTR |
10% GTR |
20% GTR |
30% GTR |
∆ (max-min) |
|
AD-FREE |
98.43 |
98.50 |
99.22 |
97.77 |
1.45 |
|
AD-EXP |
97.74 |
98.21 |
99.64 |
99.49 |
1.9 |
|
AD-COM |
99.03 |
98.65 |
97.96 |
98.98 |
1.07 |
|
∆ (max-min) |
1.29 |
0.44 |
1.68 |
1.72 |
|
|
40/60 |
0% GTR |
10% GTR |
20% GTR |
30% GTR |
∆ (max-min) |
|
AD-FREE |
99.02 |
99.38 |
99.44 |
99.00 |
0.44 |
|
AD-EXP |
99.40 |
99.31 |
98.48 |
97.36 |
2.04 |
|
AD-COM |
99.19 |
99.40 |
99.12 |
99.28 |
0.28 |
|
∆ (max-min) |
0.38 |
0.09 |
0.96 |
1.92 |
|
{kind=link}