Effects of fermentation conditions on the production of D-arabitol
Effects of temperature
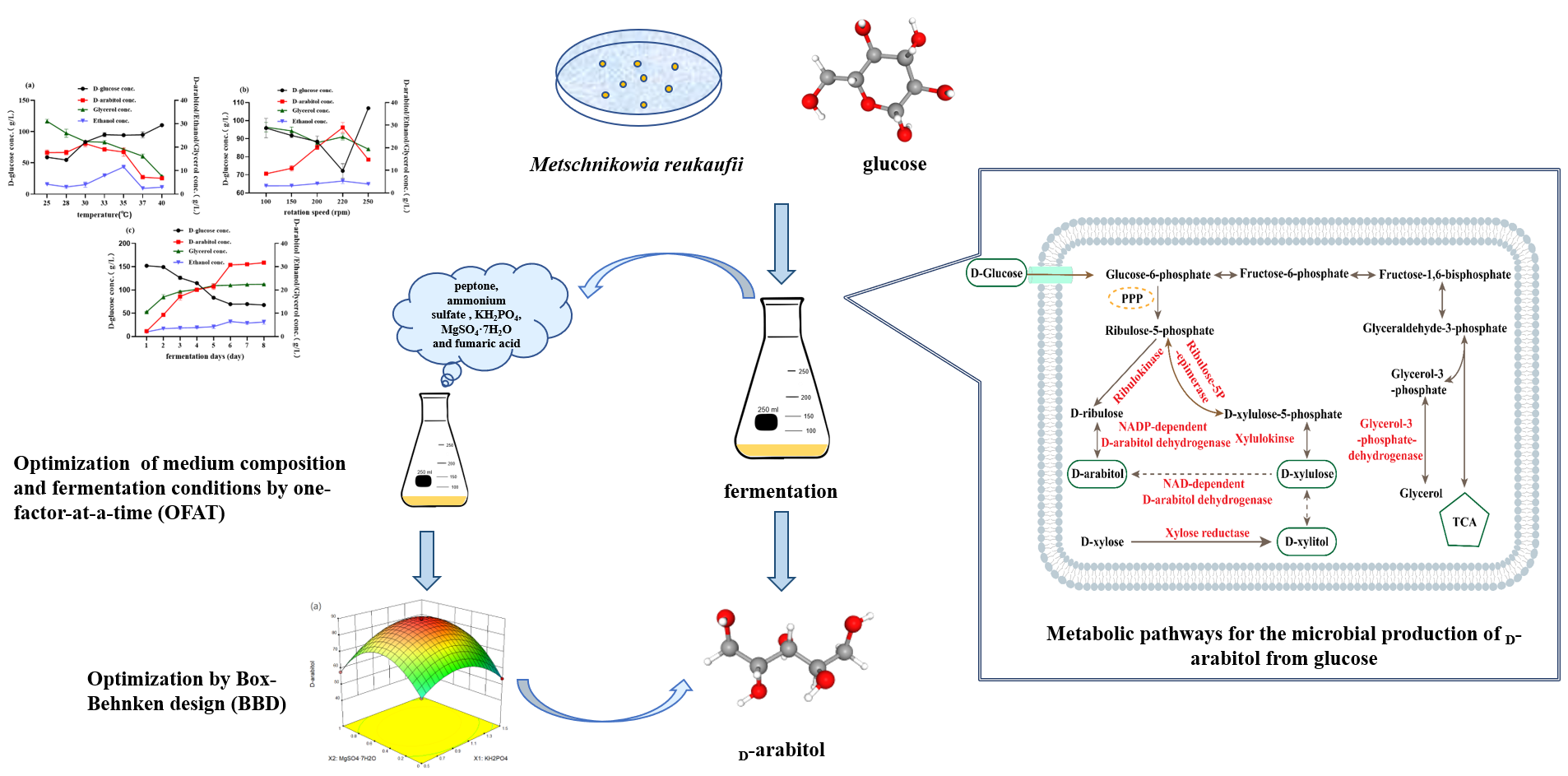
The role of temperature in the yeast fermentation process is crucial as the temperature out of optimum range can affect cell growth, biomass and yield. Various studies have proved that during the middle and late stages of fermentation, temperature plays a key role in metabolite synthesis, regulation of enzymes, and biosynthesis of target products (Liszkowska and Berlowska 2021). Considering the significance of temperature, the effects of different temperatures on D-arabitol synthesis were investigated, ranging from 25 to 40 ℃. Biomass , D-glucose conversion, and D-arabitol production were determined at 25, 28, 30, 33, 35, 37, and 40 ℃. As shown in Fig. 2a, the D-arabitol concentration peaked with 21.51 g/L at 30 ℃. A further rise in temperature led to a decrease in D-arabitol production. In particular, a significant decline was observed at 35-40 ℃, and D-arabitol production decreased to 6.75 g/L. These results indicate that a temperature over 30 ℃ is not suitable for producing D-arabitol. The probable reason might be that higher temperature induces stress on the microbial metabolism, thereby reducing physiological response and curtailment of D-arabitol synthesis.
Furthermore, the synthesis of byproducts such as glycerol and ethanol might also be the reason for the lower production of D-arabitol. As illustrated in Fig 2a, glycerol concentration continuously decreased as the temperature increased. On the other hand, ethanol production increased gradually with an increase of temperature from 25 to 35 ℃. D-glucose utilization, which served as the substrate for D-arabitol biosynthesis, gradually reduced with the rise of temperatures. Maximum D-glucose utilization was observed at 28 ℃. And at the higher temperatures, at 37 ℃ and 40 ℃, lower D-glucose conversion led to producing a lower amount of D-arabitol. Therefore, the temperature had significant roles on substrate utilization, D-arabitol biosynthesis, and byproducts synthesis. Although the production of by-product glycerol was relatively high, considering that the yield of target product D-arabitol reached the highest at 30 ℃, and the yield of by-product ethanol was also low, 30 ℃ was selected as the optimum temperature for further fermentation experiments, which was in accordance with the literature where the optimal temperature for was reported between 25 ℃ and 30 ℃ (Beltran et al. 2008; Toyoda and Ohtaguchi 2011).
Effects of rotation speed and fermentation times
Agitation plays an important role in achieving higher D-arabitol yield during fermentation as it possibly can increase the nutrient permeability across the membrane. It is noteworthy that agitation helps to maintain good oxygen exchange transfer between air and cells present in the medium (Kumdam et al. 2013). Therefore, in order to elucidate the positive effect of agitation speed on D-arabitol biosynthesis, various agitation conditions were explored. The rotation speed (rpm) results on D-arabitol biosynthesis were determined by subjecting the culture flasks containing the host strain at various agitation (150 rpm, 180 rpm, 200 rpm, 220 rpm, 250 rpm), keeping other fermentation conditions unchanged. The results were presented in Fig. 2b. With an increase in rpm, both D-glucose utilization and D-arabitol production increased considerably. Maximum D-arabitol (28.95 g/L) was produced at 220 rpm. A further increase of agitation to 250 rpm showed a reduction in D-arabitol titer and an increase in the accumulation of residual D-glucose. Significant differences in D-arabitol concentrations were found in all the tested rpm conditions, and the optimum agitation speed was selected as 220 rpm for further experiments.
The growth of microorganisms during fermentation is dependent on time. A reasonable growth rate is essential to achieve a good product yield. A shorter fermentation period resulted in lower cell biomass, while a longer duration can exert toxicity to growing cells. This is because some byproducts that were synthesized during fermentation can become toxic to cells (Akinosho et al. 2015). Therefore, it is inevitable to determine the optimal fermentation period for attaining improved product titers. the outcome of time on fermentation was evaluated in accordance with substrate conversion, D-arabitol formation, and byproduct synthesis (Fig. 2c). The results showed that the synthesis of D-arabitol increased rapidly before day 6 and then stabilized. Around 30.82 g/L of D-arabitol was obtained on day 6. Similar trends were observed in glycerol and ethanol production as byproducts. Furthermore, after the day 6, the substrate D-glucose was no longer consumed. These results indicate that the optimum day for achieving maximum D-arabitol yield was 6. The probable reason for such response could be an accumulation of higher levels of byproducts which could change the culture medium pH. It must also be noted that nutrients in the culture medium might get depleted as the day progresses, and the host cells could have stopped growing after reaching the stationary growth phase. The experimental results obtained here could provide an insight into understanding the relationship between fermentation conditions and D-arabitol production.
Effects of medium composition on D-arabitol fermentation
Effects of nitrogen source
Nitrogen source plays a vital role in microbial growth, metabolism, and product formation. It serves as a precursor material for synthesizing proteins, nucleic acids, enzymes, biological macromolecules, enzymes, and other nitrogen-containing compounds (Fairbairn et al. 2017). Microorganisms like yeast can assimilate organic and inorganic nitrogen sources, although sometimes preferred according to the chemical characteristics. Peptone, yeast extract, and whey act as organic N-sources, while NH3, NH4+, NO3– and NO2– act as inorganic nitrogen sources. Thus, five different nitrogen sources (peptone, yeast extract, beef extract, ammonium sulfate, and urea) were utilized to demonstrate the effect of nitrogen sources on D-arabitol production, and the most effective nitrogen source was determined through the single factor fermentation experiment. From Fig. 3a, it is clear that organic nitrogen sources (peptone, yeast extract, beef extract) were more effective than inorganic nitrogen sources (ammonium sulfate, urea) in promoting the microbial conversion of D-glucose into D-arabitol. Maximum D-arabitol concentration of 26.24 g/L was obtained using peptone as a nitrogen source, while yeast extract and beef extract did not produce a significant D-arabitol. This yield is lower than that found in section 3.1 (30.82 g/L) because the original nitrogen sources (peptone 5 g/L, ammonium Sulfate 1 g/L) were replaced with a single nitrogen source with a net content of 1 g/L. Therefore, after fixing the nitrogen source concentration to 1 g/L to obtain the optimal nitrogen source, the optimal concentration of the best nitrogen source still needs to be investigated.
On the other hand, no or low D-arabitol synthesis was observed in both inorganic nitrogen sources. The reason might be an insufficient supply of nutrients from nitrogen sources, which was also evident by the low biomass concentration. With these findings, an attempt was made to investigate the combined effect of both organic and inorganic nitrogen sources for achieving a higher D-arabitol concentration. Two nitrogen sources were selected for each time to evaluate the impact on D-arabitol yield. As depicted in Fig.3b, excessive organic nitrogen sources did not influence the growth of M. reukaufii and the synthesis of D-arabitol. Among the different combinations tested, peptone and ammonium sulfate (PAS), and beef powder and ammonium sulfate (BPAS) were identified as the best nitrogen sources. Under these two conditions, D-arabitol production was significantly higher than in other conditions. Also, the conversion rate of D-glucose was maximum in PAS than in other nitrogen sources. The highest titer of D-arabitol reached 38.16 g/L using PAS as nitrogen source, whereas peptone as the nitrogen source alone produced 26.24 g/L D-arabitol. Therefore, combined use of peptone and ammonium sulfate in the fermentation medium would be the best choice for D-arabitol production by M. reukaufii.
The effect of different concentrations of peptone on D-arabitol biosynthesis was investigated (Fig. 4a). With the increase of peptone concentration, the consumption of D-glucose increased gradually, which in turn increased the production of D-arabitol, glycerol, and ethanol with the rise in peptone concentration up to 7.5 g/L, and then decreased with the increase in peptone concentration to 10 g/L. The highest yield of D-arabitol was 51.38 g/L, which was significantly higher than that before the optimization of peptone concentration (38.16 g/L). The reduction of product biosynthesis at higher peptone concentration could be due to the excessive growth of the M. reukaufii and the increase of D-glucose consumption for the growth and metabolism of the M. reukaufii, resulting in the low conversion rate of the product. Next, to determine the optimum ammonium sulfate concentration, five different ammonium sulfate concentrations, ranging from 0 g/L to 2.5 g/L, were studied (Fig. 4b). As seen in Fig. 4b, when the ammonium sulfate concentration was 1 g/L, the yield of D-arabitol was significantly higher than that of other ammonium sulfate concentrations, and the amount of residual D-glucose was much lower at this concentration. The biomass of M. reukaufii also reached the highest when ammonium sulfate was 1 g/L. Also, no significant differences in biomass concentration were found in all the tested concentrations. From the above results, it can be determined that the optimal nitrogen sources were peptone 7.5 g/L and ammonium sulfate 1 g/L.
Effects of inorganic salts
Besides sugar and nitrogen concentrations, an adequate supply of inorganic ions is important for enhancing the fermentation process. In particular, metal ions, sometimes called minerals present in culture media, can improve the fermentation efficiency and yield. For example, phosphate-containing salts are required by yeasts for nucleic acid, adenosine triphosphate (ATP), and phospholipid synthesis (Walker and Stewart 2016). Likewise, sulfur-containing amino acids are synthesized from inorganic sulfate compounds. Any deficiency in the supply of these inorganic compounds can lead to improper metabolism and eventually affecting cell growth. Thus, determining the optimum salt concentrations in the fermentation media is essential. By determining the optimal concentration of KH2PO4 and MgSO4·7H2O that affect the metabolism of M. reukaufii, a higher production of D-arabitol can be achieved. The fermentation medium was prepared with 0 g/L to 2.5 g/L of KH2PO4 and MgSO4·7H2O, respectively, to study their effects on D-arabitol yield. It can be proved that the titer of D-arabitol increased with the increase of KH2PO4 concentration, and the maximum of D-arabitol (41.62 g/L) was attained when KH2PO4 was 2 g/L (Fig. 4c). Likewise, the highest D-arabitol concentration (53.57 g/L) was found at 0.5 g/L of MgSO4·7H2O (Fig. 4d). In both the inorganic salts, a similar trend of gradual increase with respect to optimum concentration and decreased at higher concentrations was observed.
Effects of fumaric acid
Fumaric acid, an intermediate in the tricarboxylic acid cycle, can act as an exogenous electron acceptor during the fermentation process (Rhee and Sohn 2003). Since the ratio of NADH/NAD+ is vital for achieving higher D-arabitol yield, it is worth interrogating the influence of fumaric acid on D-arabitol production, as it helps in balancing the ratio of NADH/NAD+ within the cells. As shown in Fig. 4e, fermentation with M. reukaufii was carried out under varying concentrations of fumaric acid (0–12.5 g/L). It can be noted that the titer of D-arabitol increased significantly during fermentation when the concentration of fumaric acid increased to 7.5 g/L. At this concentration, the residual amount of D-glucose present in the medium was meager. Also, the highest amount of glycerol was observed at 7.5 g/L concentration, while another byproduct, ethanol, was found to be in minimal quantities. Notably, the highest amount of biomass was also measured at this concentration. Overall, the result suggests that 7.5 g/L of fumaric acid could be the optimum concentration for attaining more D-arabitol. The production of D-arabitol obtained under the optimum fumaric acid concentration was 72.67 g/L.
These optimum fermentation conditions together with optimum fermentation medium (D-glucose 200 g/L, peptone 7.5 g/L, ammonium sulfate 1 g/L, KH2PO4 2 g/L, MgSO4·7H2O 0.5 g/L and fumaric acid 7.5 g/L), produced 80.43 g/L D-arabitol.
Optimization of medium composition by Response Surface Methodology (RSM)
Through the BBD experimental design of RSM, the optimal fermentation medium was obtained for achieving maximum D-arabitol production. As glucose was the sole substrate needed for D-arabitol biosynthesis and nitrogen source was essential for microbial growth, these two factors were not considered in this optimization. Therefore, based on the preliminary findings, 200 g/L of D-glucose and nitrogen concentration (peptone 7.5 g/L and ammonium sulfate 1 g/L) was used. Based on the results discussed in previous sections, temperature, rotation rate, and fermentation times were maintained at 30 ℃, 220 rpm, 6 d, respectively. The remaining factors, such as KH2PO4 (X1), MgSO4·7H2O (X2),and fumaric acid (X3) were subjected for the optimization. In the OFAT experiment, the yield of D-arabitol was the highest when the concentration of fumaric acid was 7.5 g/L, but there was little difference with the yield of D-arabitol when the concentration was 5 g/L. Consequently, it was chosen as the center point. Similarly, we adjusted the center point of KH2PO4 to 1 g/L.
A total of 17 experiments were performed with three independent variables at three levels (1, 0, and +1). The results of 17 experimental runs are given in Table 2. According to these results, the observed values for the concentration of D-arabitol varied from 47.36 to 89.83 g/L under various experimental conditions. The results were analyzed in Design-Expert software. The statistical significance of the quadratic regression equation was checked by analysis of variance (ANOVA) (Table 3). The p-value of this regression model was <0.0001, which indicated that the regression equation obtained by the model was highly significant. The p-value of the lack of fit was 0.9306, which was not significant. The regression coefficient (R2) was used to determine the fitting efficiency of the model. The R2 and corrected quadratic model was 0.9993 and 0.9990, respectively, which were very close to 1. This showed that the model fit well with the data, revealing that 99% of the variability in the response could be described by this polynomial model. It is also equally important to observe that the p-value and values obtained below 0.05 demonstrated the model terms are statistically significant. Except the term X1 (p> 0.05), all tested model iterms were substantial, having p < 0.05. After quadratic regression fitting, the simulation equation between the three factors and the D-arabitol production was obtained. The variables were expressed as their coded values in Eq. (1). One insignificant interaction (+0.068X1) was omitted from this equation due to its higher p-values, p> 0.05 (p=0.6774). The significance level of term selection was p≤0.05.
Y=+89.27+2.12X2-4.21X3+3.48X1X2-2.19X1X3-1.34X2X3-12.01X12-18.06X22-19.01X32 (1)
where, Y is the predicted yield of D-arabitol (g/L); X1, X2, X3 are KH2PO4, MgSO4·7H2O and fumaric acid respectively; p< 0.01 indicated that the model is extremely significant.
By evaluating the contour plots and three-dimensional response surface plots, the interaction between three medium additives and the best level of them that significantly impact the response was estimated. Fig. 5 shows the contour plots and response surface plots of the effect of fermentation medium composition on glucose production of D-arabitol. As seen in Fig. 5, the center area has the best clarity. In particular, under various interactions, the concentration of D-arabitol increased with the increase of the amount of three medium additives until the concentration of these components reached the central point value. Then, the titer of D-arabitol decreased at the highest additives value. The Design-Expert software predicted the optimization fermentation medium composition. A maximum of 89.58 g/L of D-arabitol was obtained under the following conditions: KH2PO4 concentration of 1.0 g/L, MgSO4·7H2O concentration of 0.5 g/L, fumaric acid concentration of 4.7 g/L. To validate the RSM findings, in vitro experiments were carried out under the optimum fermentation medium composition as obtained from RSM studies. The D-arabitol concentration reached 92.45 g/L, which was very close to the prediction value (89.58 g/L).
Similar to the results obtained in this study, various studies reported D-arabitol production from glucose were demonstrated by Z. rouxii, M, reukaufii, D. hansenii, P. miso, C. albicans and P. ohmerii. Although several studies with various strains have been reported to date, most of them are not suitable for industrial applications due to lower D-arabitol yield or co-synthesis of other metabolites. Also, few studies have optimized the medium components for the production of D-arabitol, in a previous study, medium optimization was done to improve D-arabitol yield from Z. rouxii JM-C46. After using optimized medium composition, a higher D-arabitol of up to 76.32 g/L was produced with 0.8 g/L/h of volumetric productivity. This study reports a higher D-arabitol concentration (92.45g/L) by using M. reukaufii CICC 31858 through comprehensive optimization of medium composition and fermentation conditions. Nozaki (Nozaki et al. 2003) studied D-arabitol production by a Metschnikowia reukaufii strain, named AJ 14787, and obtained 26.3 g/L D-arabitol (100 g/L D-glucose, fermentation time 24 h) using shaking flask fermentation, while they reported a D-arabitol titer of 206 g/L using resting cells and continuously feeding high concentration (700 g/L) of D-glucose in bioreactor, the yield of D-arabitol was 0.29 g/g (Nozaki et al. 2003), which was lower than the yield of this study (0.46 g/g). Despite the titer obtained from the later technology was higher than the titer of this study, the present study was confined to only batch fermentation. By continuously monitoring the conditions in the fermentation process, biosynthesis in the bioreactor may lead to higher yield(Loman et al. 2018; Qi et al. 2015).
{kind=link}