During the seventies, the traditional discontinuous process for olive oil extraction, in which the ground paste is subject to pressure by use of pressing mats to expel the liquid content (olive oil and vegetation water), was replaced by a new continuous extraction system based on the use of metal crusher and horizontal centrifugal machines known as “decanters”. The traditional extraction technology is now outdated for the low capacity to process the olive fruits and for the greater manpower needed, even if the produced olive pomace (OP) might represent an additional income for the miller because it is suitable to be addressed to the industrial recovery of residual oil [1, 2].
The technological evolution of extraction systems, based on crushers and decanters, have had the side effect of a reduction of value of the solid by-products due to the higher moist content and the lower quantity of oil in the OP (Table 1) [3]. In the nineties, with the spread of two-phase extraction technology, at least in the main production countries (e.g., Spain), the wet olive pomace (WOP) has become an environmental issue especially in the area of Mediterranean basin, where the majority of world olive productions occurs [4].
Table 1
Olive pomace characteristics according the olive oil extraction system
(Source: Di Giovacchino [3])
|
Constituents
|
Olive oil extraction system
|
|
Pressure
|
Three-phase
|
Two-phase and a half *
|
Two-phase
|
|
Pomace quantity (kg/t olive)
|
250–350
|
450–550
|
550–650
|
800–850
|
|
Water (%)
|
22–35
|
45–55
|
55–62
|
65–75
|
|
Residual oil on fresh weight (%)
|
6–8
|
3.5–4.5
|
3.5–4.5
|
3–4
|
|
Fibre (%)
|
20–35
|
15–25
|
12–20
|
10–15
|
|
Stone (%)
|
30–45
|
20–28
|
15–20
|
12–18
|
|
Ash (%)
|
3–4
|
2–4
|
3–4
|
3–4
|
|
N (mg/100 g)
|
250–350
|
200–300
|
200–300
|
250–300
|
|
P (mg/100 g)
|
40–60
|
30–40
|
35–45
|
40–50
|
|
K (mg/100 g)
|
150–200
|
100–150
|
100–180
|
150–250
|
|
Phenols (mg/100 g)
|
200–300
|
200–300
|
250–350
|
400–600
|
|
*A three-phase centrifugal decanter with a low water consumption
|
Recent evolutions in olive oil processing have brought to the exploitation of solid by-products with the development of systems capable to recovery the stone fragments and to carry out an optional second extraction of residual oil [5]. This has conducted to a different type of solid by-product, a pomace with higher percentage of pulp and fibre and with lower content in lignin: the destoned wet olive pomace (DWOP). In addition, the olive pit fragments can be addressed to both: energy purpose as fuel [5–7] or raw material for the production of chemicals (e.g., furfural) [8]. The olive stone can also be separate from the olive pulp before the decanter-step for the niche production of high-quality olive oil [9].
The solid by-products coming from the three-phase decanter or from the three-phase centrifugal system with a low consumption of water ("two-phase and a half") can be still positively considered for the owners of oil plants since, despite the absence of any income due to the very low residual oil content, the OP is easily movable to other plants able to valorise it. On the other hand, it is no longer convenient, for the factories, when the OP comes from two-phase extraction systems (TPES) since it would be necessary a particularly expensive thermal treatment to reduce the high humidity content [3, 7, 10].
Regarding the two-phase OP, to overcome the related environmental impacts and to better valorise it, some innovative uses have been proposed in the past [11]. Worthy of note are several applications such as soil conditioner [12, 13], livestock feed [14], and building material [15]. Then OP can actually be considered also as a raw material for valuable organic compounds (e.g., pectin, antioxidants) [16] or a renewable energy resource [17]. Even if the heterogeneity in the phenolic compound distribution represents an obstacle [18], such by-products of olive oil industry can be equally considered an inexpensive source of antioxidants, suitable for the production of bioactive compounds, addressing them to the production of nutraceuticals [19] and as added inside foods, highly requested by the consumers [20, 21]. On the other hand, additional parts of olive trees can be used as source of these valuable compounds continuously during the year; olive iridoids are present in high concentration also in the leaves [22, 23].
Concerning the exploitation of OP as energetic purposes, some inconvenient may arise such as the caking occurring inside the fuel handling plants [24]. In spite of the multiple potential uses, the profitability of the innovative plants for the exploitation of the olive solid residues nowadays is unsure and only a small part of the worldwide produced pomace is processed [18, 19, 24].
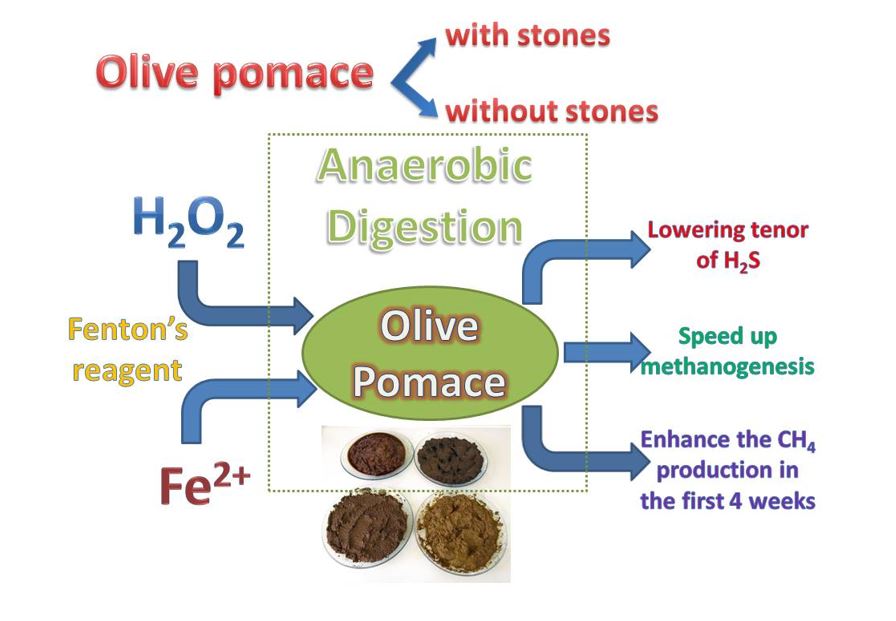
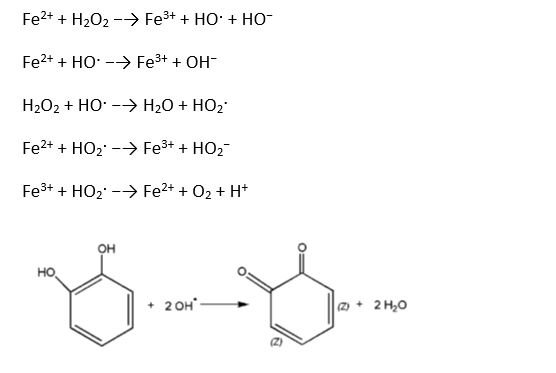
Among the sustainable approaches to be considered in the near future, biological transformations of the water rich OP could be an easy to apply, cheap and profitable choice [25–27]. One of the most promising techniques is the anaerobic digestion (AD) [28–30]. It is a core technology in sustainable management of organic matter [31]. Several authors agree that, for moist olive wastes, the AD is preferable, from an environmental point of view, to the OP oil extraction [32] or to the conventional disposal on soil [33]. On the other hand, one of the main drawbacks is related to the high content of phenols [34]. These compounds possess a bacteriostatic and phytotoxic effect and can significantly contribute to the alteration of the surrounding ecosystems [35], when freely released into the environment. It also should be noted that this class of compounds is only partially degraded during AD; in fact, in the methanogenic phase there is a partial abatement of phenols but in the acidogenic conditions, they remain unchanged [36]. As a solution to this problem, a pre-treatment, that provides to overcome the bacteriostatic effect of phenolic fraction, so improving the biogas production, can be proposed. Most of the treatments to increase the biomethanation, which do not use physical methods, employ alkaline derivatives, eventually in synergic action with an oxidant, like hydrogen peroxide [37–41] although Fe2+/Fe3+ salts are normally added to the organic feed or directly to the anaerobic digester for the in situ reduction of the biologically produced H2S [42, 43] (scheme 1), however relatively few literature reports deal with combined treatments on OP using soluble Fe salts in association with H2O2 (Fenton reagent) despite to its well-known ability to oxidize any phenolic substance [44].
Usually, the Fe salts added to the biomass, before the insertion to the digester, have no impact on the AD process [45]. On the other hand, Fe2+ combined with H2O2, produces OH· [46, 47], able to fully oxidize the phenol compounds, even through a non-selective reaction. This contributes to remove their adverse effects on the biomethanation [48, 49] (Scheme 2).
The present study will show how an oxidizing treatment, like the Fenton’s reaction, can impact on the formation of methane in the biomethanation reaction (by measuring the Biochemical Methane Potential, BMP) carried out on two different types of pomaces (WOP and DWOP), both deriving from TPES. In this context, also the influence of Fe salts on H2S production will be assessed. The goal of our study is to propose a realistic oxidizing pre-treatment of WOP and DWOP, able to be introduced in the olive agro-industrial sector, minimizing the additional costs. We provide evidence that the presence of Fe/H2O2 system allowed overcoming the bacteriostatic effect of phenols speeding up the developing biogas and improving the quality of biomethane thanks to the reduction of the H2S content.
{kind=link}
{kind=link}
{kind=link}