2.1 Surface topography feature analysis
Figure 2 shows the comparison of sample morphology under different laser spacings (laser scanning spacings are 40 µm, 60 µm, 80 µm, and 100 µm, respectively). As shown in Fig. 2(a), when the processing pitch is 40 µm and the scanning pitch is much smaller than the spot diameter, the repetition rate between the spot and the spot is high, and the energy of each spot interferes with each other and the molten metal accumulates on each other, making the surface It does not show a regular structure, and it can only be clearly seen that the surface is covered with plate-like and porous structures connected together. From Fig. 2(a2), you can also see the existence of fine cracks; As shown in Fig. 2(b), when the processing distance is 60 µm, the surface layer of the titanium alloy melts at an instant high temperature under the irradiation of the laser beam, and the splashed melt rapidly cools and solidifies at the edge. It can be found that the surface with a laser pitch of 60 µm is covered by closely-arranged gourd-like raised structures, and does not show a more obvious well-shaped structure. When the laser processing distance is increased to 80 µm, the spatter and molten metal particles are closely-arranged at the edge of the laser beam scanning area, and a relatively neatly arranged, regular and clear well-shaped structure is constructed. The depth is deeper and the convex structure is relatively high. For T = 40, 60µm, it is more uniformly dispersed (as shown in Fig. 2(c1)). When the processing pitch becomes 100 µm, which is much larger than the spot diameter, the mutual accumulation of the splashed molten material disappears, so the rough titanium alloy surface without ablation is completely exposed, and the well-shaped structure is relatively sparse, The elliptical metal spatter accumulates on the edge of the unablated titanium alloy area, and the interlaced pits form a regularly arranged well-shaped groove structure. From Fig. 2(b2)-(d2), it can be seen that micron-level protrusions are formed on the surface of the titanium alloy, and the micron structure is further enlarged (as shown in Fig. 2(a3)-(d3)), it can be found that the nanometer-scale particles are covered on the microstructure. These tiny particles not only complicate and roughen the surface morphology, increase the apparent area in space, but also generate a large number of interstitial air pockets on the bionic surface, which will have a greater impact on the wettability of the surface.
2.2 Analysis Of Wettability
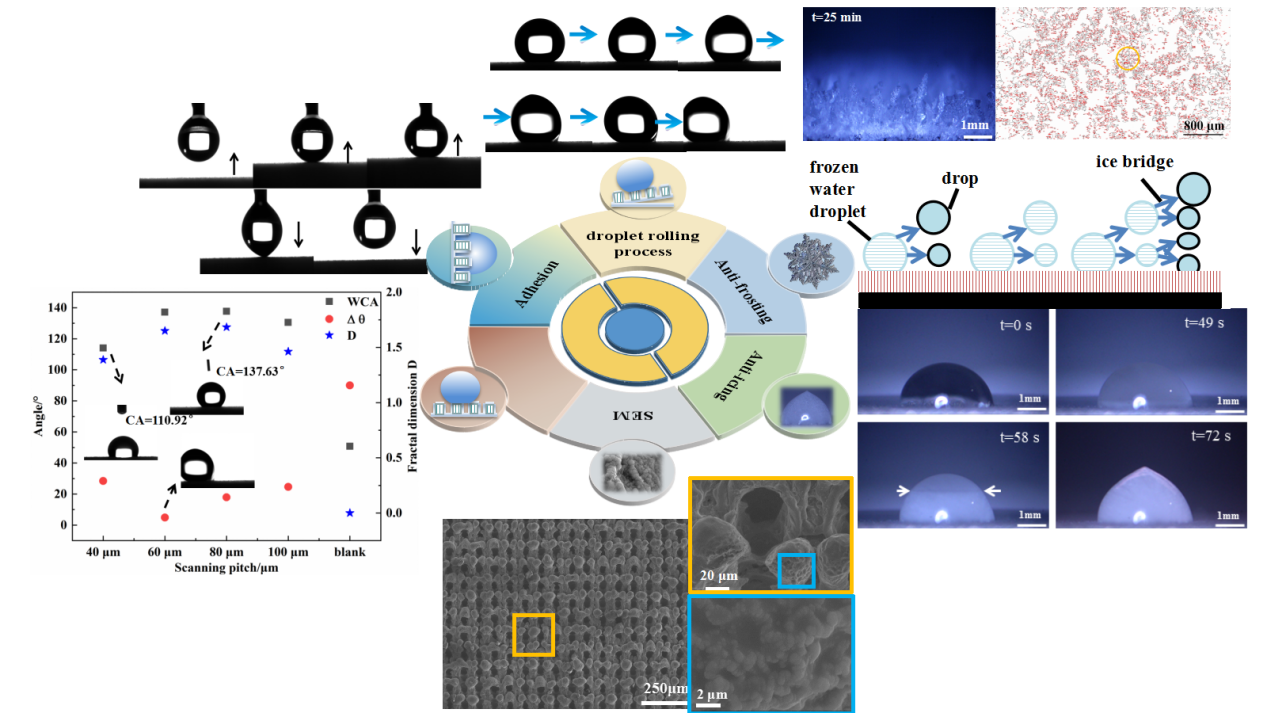
Figure 3(a) shows the contact angle, contact angle hysteresis and fractal dimension curves of different scanning intervals. When the scanning distance is 40 µm, the contact angle is 114.02°, the contact angle lag Δθ is 28.42°, and the fractal dimension[20] is 1.387; when the scanning distance is 60 µm, the contact angle is 137.11°, and the contact angle lag Δθ is 4.91 °, the fractal dimension is 1.65; when the distance is 80 µm, the contact angle increases to 137.63°, the contact angle lag Δθ is 17.89°, and the fractal dimension is 1.683; when the distance is 100 µm, the contact angle becomes 130.52°, the contact angle lag Δθ is 24.65°, and the fractal dimension is 1.462. The analysis shows that when the scanning distance is from 60 µm to 80 µm, the fine particles in the microstructure can store a large amount of air and increase the gas-liquid contact area. When the processing distance is greater than 80 µm, the increase in surface particle size reduces the amount of stored air, and resulting the contact angle gradually decreases. There are more fine particles with a scanning pitch of 40µm than a scanning pitch of 80µm, but the contact angle is lower than the contact angle with a scanning pitch of 80µm. This is because the scanning distance is too small, resulting in the destruction of the microstructure, such as the existence of cracks in Fig. 2(a2), which reduces its hydrophobic properties. The contact angle hysteresis of the surface with a scanning distance of 60 µm is the smallest, indicating that water droplets are easy to roll on this surface. The change of the fractal dimension with the scanning distance is consistent with the change trend of the contact angle, indicating that the increase of the fractal dimension will increase the contact angle.
The wettability of TC4 surface was studied by measuring the apparent contact angle before and after laser treatment. Figure 3(b) shows the relationship between contact angle and time with different scanning distances. Prior to laser treatment, all surfaces were hydrophilic, and the contact angle of the untreated surface was 60.7°. On the first day after laser treatment, the hydrophilicity of the surface was enhanced, and all the contact angles immediately decreased. The decrease of the contact angle on the surface of the samples with different scanning distances was also different, and the contact angles were less than 20°. After 15 days of laser treatment, the contact angles increased, and the gap between 80 µm and 100 µm was not large, only the difference of 2°. As time goes on, the contact angle difference between 60µm and 80µm becomes smaller, and almost overlaps at 45 days. The reason for this fluctuation may be the surface chemical reaction in the air or the change of environmental humidity[22, 23]. Finally, after 45 days, the contact angles of all surfaces were above 90°. After laser treatment, all surfaces changed from hydrophilicity to hydrophobicity, and the maximum contact angle reached 137.63°. Figure 3(b) also showed that surfaces with different scanning distances had different time effects on surface hydrophobicity. Figure 3(c) and (d) describe the dynamic wettability characterization process of smooth titanium alloy sample and hydrophobic sample surface respectively. For the raw surface, even when the sample is rotated by 90 °, the water droplets still adhere to the titanium alloy surface and cannot roll away, which indicates that there is a strong adhesion between the water droplets and the surface, which conforms to the Wenzel wetting model; Fig. 3(d) shows the water droplets at a scanning spacing of 80 µm surface rolling angle measurement, when the sample tilts slowly to 4.91 °, the water droplets move and roll down immediately driven by gravity, which indicates that the surface obtained by laser processing shows low adhesion to the water droplets.
The contact angles of distilled water and glycerin are used to obtain the surface energy[24, 25], and the tested positions in the experiment are at the same point. The table 1 shows the contact angle changes of the two liquids on the same surface. It can be seen from the table that the surface is not only hydrophobic but also oleophobic, and the contact angle under non-polar glycerin is lower than that of polar distilled water.
The prepared samples with different scanning distances and unprocessed samples were quantified for surface energy and adhesion work, and the relationship between surface adhesion work and surface energy was explored. The results are shown in Fig. 4(a). The most obvious low adhesion work and low surface energy is the surface with a laser scanning pitch of 80 µm, the adhesion work is 18.79797 mN/m; the surface energy is 5.6635 mN/m. As the distance increases, both surface energy and adhesion work show an upward trend, but they are much smaller than the unprocessed surface energy and adhesion work, indicating that the microstructure of the surface after laser microtexturing reduces the surface energy. From Fig. 3(a) and Fig. 4(a), it can be concluded that the surface with low surface energy and adhesion work has high contact angle, low contact angle hysteresis, and high fractal dimension. This is because the fractal dimension is high, indicating that the small particles on the surface account for the vast majority relative to the overall surface.The protrusions of fine particles make air accumulate in the pits to form air columns, thereby isolating the contact between the water droplets and the surface, increasing the gas-liquid contact area, and making the water droplets appear spherical. The adhesion test was carried out on the surface with a low contact angle hysteresis of 80 µm, as shown in Fig. 4(c), by raising the lifting table where the sample is located to get close to the water drop and squeezing, and then lowering the lifting table at the same speed, it is observed that the water drop is still hanging on the micro syringe[26, 27], and the test is repeated several times. Tests have proved that the surface of the sample with a spacing of 80 µm has stable low adhesion.
2.3 Surface phase composition analysis
Figure 5 shows the point scanning detection of X-ray energy spectrum 15 days after laser texturing. After testing, you can see elements such as oxygen and carbon, and as the scanning distance increases, the carbon content first increases and then decreases. The carbon content on the surface of the sample with a spacing of 80 µm and 100 µm is 7.51% and 5.85%, respectively. Carbon element may be the surface after laser texture has strong adsorption capacity, adsorb organic matter or carbon-containing substances in the air, thus the intensity peak of C element appears; oxygen element comes from the metal oxide formed after laser high temperature impact on the surface. Metal oxides with a large number of polar sites are very easy to adsorb water vapor in the air to decompose, thereby forming hydroxyl groups, and the existence of hydroxyl groups is easy to combine with organic matter[28].
2.4 Analysis of anti-icing performance
The in-situ water droplet on the surface delays the freezing time, which will affect the anti-icing performance of the hydrophobic surface. Four surfaces with different scanning intervals and unprocessed surfaces were placed in a cold table for delayed icing test. The pre-cooling time and the freezing completion time both increase first and then decrease with the increase of the scanning distance. As shown in Fig. 6, the best delayed icing effect is the surface with a scanning distance of 60 µm. After the sample is placed in the cold stage, At 49 s, the water droplet loses its transparency. During this time, the contact state between the water droplet and the surface changes constantly. This is because when the ambient temperature decreases, the volume of the water will expand when it is cold. Instead, the air shrinks. The water droplets on the protruding structure and the air in the pits will change the surface state and increase the contact area between the water droplets and the solid. From the beginning of icing to the completion of icing, the contact state of water droplets with the surface no longer changes. Therefore, the critical point of homogeneous cooling and heterogeneous icing can be judged according to the contact state of water droplets and the surface. There is a dividing line between the water droplet and the solid. The upper part of the dividing line is water, and the lower part of the dividing line is ice. From Fig. 6 (b2)-(b3), it can be observed that the direction of the interface progressing with time is from the bottom to the top. The ice process takes 72 s, of which the pre-cooling time (49 s) accounts for more than 68% of the freezing completion time (72 s). Obviously, compared to other surfaces, the surface with a spacing of 60 µm stays thawed longer. And it is much higher than the unprocessed surface. This is because in the process of condensation of water droplets, on the one hand, the cold TC4 substrate transfers cold energy to the water droplets, which causes the water droplets to cool and freeze, and the hydrophobic surface and the unprocessed surface interact with the water droplets and air. The actual contact area is different. Compared with the smooth unprocessed surface, the hydrophobic surface with micron particles is easier to hold the water droplets, reducing the contact area with the substrate, so that the cold transfer of the hydrophobic cold surface to the droplets is reduced; On the other hand, when the water droplets are condensing, the water droplets are constantly growing. The water vapor in the air condenses on the surface of the droplets to release heat. Part of the heat is transferred to the air and the other part is transferred to the water droplets, causing the temperature to rise. For these two reasons, the freezing process of the hydrophobic surface is delayed. After freezing, the water droplets expand in volume and eventually form a "peach" shape with a small tip at the top, which is no longer transparent. This is because the properties of hydrogen bonds will re-arrange the structure of water molecules according to the tetrahedral structure when the water droplets solidify, making the distance between water molecules larger, and thus volume expansion. Therefore, it is observed that the water droplets undergo volume expansion and the shape changes.
Calculating the final height of the water droplet icing and the time required for icing, the average rate of icing under different scanning intervals can be obtained, as shown in Fig. 6a. It can be seen from Fig. 6(f) that as the scanning distance increases, The freezing rate of water droplets is gradually increasing. Compared with the surface of unprocessed titanium alloy, the hydrophobic surface can delay the freezing time of water droplets. This is because the water droplets need to transfer heat during the process of in-situ freezing, and the medium that transfers to the water droplets from the surface is mainly air and titanium alloy substrates. The surface of the unprocessed titanium alloy is smooth, and the apparent contact angle is small, which is close to the affinity. The surface state of the water, the contact area between the water drop and the surface increases, so the icing process of the water drop on the unprocessed surface is mainly based on the titanium alloy substrate as the medium for heat transfer; the icing process of the water drop on the hydrophobic surface is no longer Titanium alloy substrate is the main heat transfer medium, but mainly air is the main heat transfer medium. The thermal conductivity of air is only 0.0236 W/(m·K), while the thermal conductivity of titanium alloy substrate is 677 W/( m·K), it can be seen that the heat transfer rate of titanium alloy is almost 28,686 times that of air, and the heat transfer rate is fast, so the freezing time on the unprocessed surface is longer than that on the hydrophobic surface time. For the samples with the laser scanning distance of 60 µm and 80 µm, the contact angle is different by 2°, but the laser scanning of 60 µm has a 7s delay compared with the laser scanning distance of 80 µm. This is due to the large number of micro-nano structures. There is more air captured (as shown in Fig. 2(a3)) than air captured by only one size particle (as shown in Fig. 2(b3)), forming an air cushion, so the laser scanning distance is 60 µm for icing The probability will be greatly reduced, thus showing lower ice suppression. Only the surface of the micro-nano structure with no cracks on the surface will greatly reduce the icing rate. Therefore, the icing rate of the surface with a scanning interval of 40 µm does not decrease but rises, because the existence of surface cracks makes the microstructure suffer. In addition, the higher the icing height, the greater the distance between the center of gravity and the cold surface, and the heat transfer for a period of time. Therefore, the probability of icing on hydrophobic surfaces with a smaller scanning interval is lower than that of unprocessed surfaces.
In order to further characterize the anti-icing performance of the sample surface, the variation of the delayed icing time on the TC4 surface at different temperatures was measured, as shown in Fig. 6g. It can be seen from Fig. 6g that the freezing time of the surface when the temperature of the cold surface is -10°C is longer than that of the sample surface when the temperature of the cold surface is -15°C. This is because when the temperature decreases, the droplets on the surface of the material tend to decrease, and the water droplets will spread out on the surface of the material, but the speed is relatively slow, and the water droplets will enter the gaps of the tiny structures, and the air will be squeezed out, so that the contact area between the water droplet and the surface is increased, and the efficiency of the cold surface to the water droplet is accelerated, the nucleation free energy barrier is reduced, the heat exchange temperature difference between the droplet and the surface increases,The heat flux on the solid-liquid interface increases, and the cooling rate of the droplets accelerates, and the growth rate of the ice layer increases. No matter the cooling stage temperature is -10°C or -15°C, the icing delay time of the sample surface increases first and then decreases with the increase of the scanning distance. The icing delay time of the surface with a scanning distance of 60µm is the highest. The icing delay time with an interval of 80µm is second only to that. Compared with the icing time of the unprocessed surface (t = 33 s), the surfaces of samples with different spacings all exhibited a significant delayed icing effect.
According to the one-dimensional heat transfer theory[29, 30], when a water droplet freezes, the time t for the water droplet to delay freezing is:
$$t=\frac{{V{T_0}}}{{kS}}=\frac{V}{S}C$$
1
Where is the volume of the water drop; k is a constant related to the surface temperature of the material and the specific heat of the water, S is the actual area of the contact between water droplets and the surface,\({T_0}\) is the initial temperature of the water drop, and C is defined as the freezing rate of the water drop, which has a certain proportional relationship with V/S. The smaller the icing rate is, the longer the surface delay icing time t is, while the droplet volume is certain. The smaller the contact area S is, the larger the V/S value is, and the longer the delay icing time t is. Since there are no bumps and pits on the smooth surface, the contact area with water droplets is the largest and the time to delay icing is the shortest ( as shown in Fig. 6e ). Compared with the tightly arranged irregular surface, there are micron-level bumps and pits on the uniformly arranged surface. These staggered bumps and pits can capture more air and reduce the actual contact area between water droplets and the surface. The S value becomes smaller, the V/S value becomes larger, and the time to delay icing t value becomes larger. Therefore, the surface water droplets begin to icing late, and the surface icing suppression performance is better. The convex structure of the surface with larger scanning spacing is more dispersed and has high heat transfer efficiency. The anti-icing property of this structure is significantly lower than that of the surface with smaller scanning spacing.
2.5 Analysis of anti-frosting performance
When the air temperature drops below the dew point, the condensation of water vapor in the air will result in the formation of a sparse crystal structure. As shown in Fig. 7, frost formation was measured on the surface with different scanning intervals. When the frosting experiment was carried out for 5 minutes, fine dendritic frost crystals appeared on the surface of the sample with a laser spacing of 60 µm, and the separation between the frost crystals and the frost crystals was far; while the height of the frost layer with a scanning spacing of 80 µm was lower than that of 60 µm, but the frost crystal was closely related to the frost crystal; a thicker frost layer has been formed on the surface of the sample without any treatment, and the distribution is uniform, showing poor anti-frosting performance. This is because the microstructure of the hydrophobic surface can form more cavitations under the water droplets, so that the water droplets are suspended on the surface, showing strong hydrophobicity, and further narrowing the solid-liquid contact area. The cavitations inside the microstructure can form thermal barriers, thus providing effective heat insulation. The energy required for water droplets to condense is large, which makes it difficult for water molecules to condense and nucleation, and delays the growth of frost crystals in the formed frost crystals. With the frosting experiment, the surface deposition increased significantly, and the frost crystal height increased continuously. Frost formation is a process of mass transfer. Under certain ambient temperature and cooling temperature, if there is no frost crystal melting, the frost thickness should increase with time.
Figure 7(f) shows the frosting process with a scanning interval of 60 µm over time. White represents the area covered by frost crystals, and red represents the area not covered by frost crystals. It can be seen from the figure that the white areas gradually increase over time. At t = 5 min, the white areas are mainly concentrated on the surrounding edges, and the red areas are concentrated in the middle. This is because the surface edge provides enough physical or chemical defects or fine dust deposition as the position of water vapor nucleation, which reduces the nucleation barrier of water droplets., so the frost crystals mainly appear on the edge of the sample first; when t = 15 min, the frost crystals obviously spread to the middle area. It can be clearly seen that the frost crystals have a tendency to connect with nearby frost crystals; at t = 25 min, the frost crystals and frost crystals have been connected to each other, showing a "feather-like" frost bridge. The frosting of samples with different scanning intervals at t = 25 min is shown in Fig. 7(g). The area of the yellow circle in the image refers to the area that the frost crystal has not yet covered, and all of them are concentrated in the center of the sample. The range of the yellow circle increases first and then decreases with the increase of the scanning distance, and the remaining covered areas expand around them like petals ( as shown in Fig. 7(g) ). Therefore, it can be concluded from the figure that the freezing wave of frost crystal is close to the center from the edge. This is because after the condensation droplets freeze at the edge, the water vapor is deposited on the freezing droplets in the form of an ice bridge, and the formed ice bridge grows towards the nearby droplets. When the droplets touch the ice bridge, they freeze quickly, and then the adjacent droplets are frozen. This chain reaction continues until the frost layer on the surface is covered (as shown in Fig. 7(h)).
Figure 8 is the curve of frost height ( Fig. 8(a) ), frost layer mass and frost layer coverage ( Fig. 8(b) ) with different scanning spacing under the condition of ambient temperature 10°C, cold table temperature-20°C and relative humidity RH 60%. It can be seen from Fig. 7 that the surface of each sample had different degrees of frosting, which was significantly lower than that of the surface without any treatment. When the frosting process lasted for 5 min, as shown in Fig. 8(a), the frost layer height with scanning spacing of 60 µm was 224.72 µm, and the frost layer height of the surface without any treatment was 833 µm. The frost layer height of the surface without processing was significantly higher than that of the hydrophobic surface by 73.02%, which was because the frost layer grew slowly at the center of the hydrophobic surface, which reduced the average height of the frost layer. With the passage of time, the frost layer height of samples with different scanning spacing is close to HT=40µm=1632.63 µm, HT=60µm=1270.75 µm, HT=80µm=1202.25 µm, HT=100µm=1303.37 µm, respectively. The frost layer with 60µm laser scanning spacing grows faster in the later stage, because the frost layer blocks the pores in the microstructure in the later stage of frosting, so the later growth rate is faster. The side shows that the hydrophobic surface is mainly carried out at the early stage of frosting, and the frost suppression effect of the hydrophobic surface is better than that of the surface without any treatment.
Figure 8(b) shows the distribution of frost layer on the surface with different scanning spacing after frosting for 25 min from another perspective. It can be found that when the scanning spacing is 80 µm, the frost layer mass is the lowest, and the frost layer mass of 60 µm is 0.112 times that of 80 µm, which is almost close, because the frost suppression effect at the center is weakened at the later stage of frosting. Compared with the change of frost layer height with time, it can be seen that the frost height with scanning spacing of 80 µm and 100 µm grew slowly in the later stage, and the water vapor in the air penetrated into the frost layer continuously, which increased the density of the frost layer. Therefore, the frost layer height and quality with scanning spacing of 60 µm were higher, but the coverage rate was relatively low. The frosting coverage of samples with scanning spacing of 40 µm, 60 µm, 80 µm and 100 µm were 76.559%, 68.542%, 73.652% and 79.563%, respectively, which were reduced by 21.9%, 30.1%, 24.8% and 18.8%, respectively, compared with those without any treatment. From the comparative analysis of the above frosting height, frosting quality and coverage, it can be seen that the surface characteristics of the hydrophobic surface have a significant impact on the growth of the frost layer, and the frost suppression effect is the best.
{kind=link}