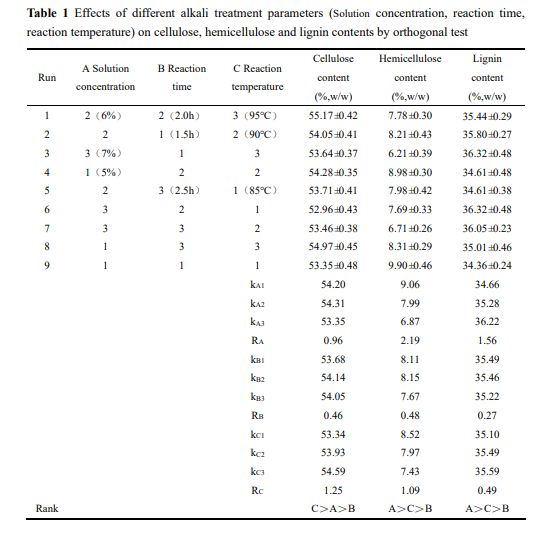
Optimization of alkali treatment conditions
Under different alkali treatment conditions, OP extracted cellulose, cellulose content was 52.96% ~ 55.17%, hemicellulose content was 6.71% ~ 9.90%, lignin content was 34.36% ~ 36.32% (Table 1).
Alkali treatment can reduce the hemicellulose, lignin, pectin, wax and oil contained in the raw fiber. The mechanism of action is that OH- weakens the hydrogen bond between cellulose and hemicellulose base, saponifies the ester bond between hemicellulose and lignin, increases the pores between fibers, breaks the chemical bond, and leads to the dissolution of hemicellulose (Ng et al., 2015). Reaction temperature is the biggest factor affecting the change of cellulose content. This is because cellulose materials are susceptible to temperature decomposition. The higher the temperature, the more obvious the effect, resulting in higher cellulose yield (Lamo et al., 2022). Followed by the solution concentration, the smallest effect is the reaction time. If the concentration of alkali solution is too high, it will lead to the dissolution of some cellulose and the decrease of cellulose content. Since the alkali treatment is mainly to remove hemicellulose and other impurities wrapped on the surface of the fiber cell wall, the alkali concentration has the greatest influence on the hemicellulose content. The content of lignin increased during the alkali treatment process of OP. The experiment used a higher concentration of NaOH (5% ~ 7%). Studies have shown that the high concentration of NaOH (6% ~ 20%) process has no obvious effect on lignin removal, and cellulose degradation occurs. The lignin can be removed at lower concentration of NaOH (less than 4%) and higher reaction temperature. Under alkali treatment conditions in this study, lignin in OP fibers could not be partially removed by alkali treatment and increased with increasing cellulose content and decreasing hemicellulose content, possibly due to the different stability of bonds and structural elements of different types of lignin. (Keikhosor et al., 2013). Therefore, according to the results of orthogonal test of alkali treatment, the optimum conditions for alkali treatment were: alkali concentration 6%, reaction time 2 h, reaction temperature 95°C. At this time, the cellulose content of alkali treated fiber was (55.17 ± 0.42)%, hemicellulose content was (7.78 ± 0.30)%, lignin content was (35.44 ± 0.29)%.
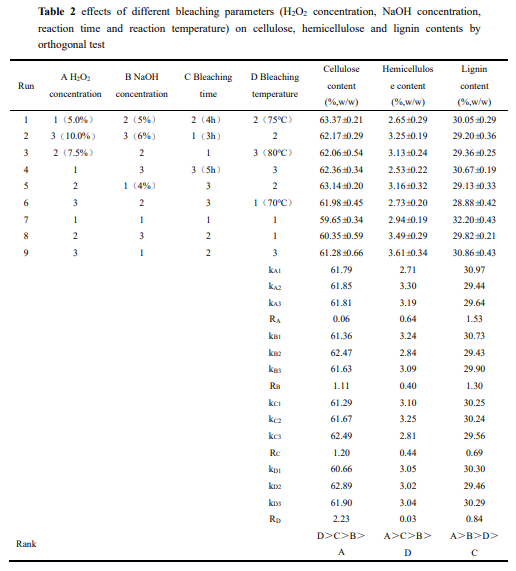
Optimize bleaching conditions
Under different bleaching conditions, the content of cellulose, hemicellulose and lignin extracted by OP were 59.65% ~ 63.37%, 2.53% ~ 3.61% and 28.88% ~ 32.20% respectively (Table 2).
After alkali treatment, cellulose fiber still remained a certain amount of hemicellulose and lignin, so it was further removed by bleaching treatment. In this study, cellulose was further purified by alkaline H2O2 solution. When the H2O2 solution was alkaline, a large amount of hydrogen peroxide anion (HOO·) was released to produce more hydroxyl radicals (HO·). Hydrogen peroxide radical and lignin in the quinone structure of redox reaction, oxidation into low molecular aliphatic compounds, and lignin carbonyl chromophore group redox reaction, thereby increasing fiber whiteness. Hydroxyl radicals can decompose lignin structure to improve fiber whiteness. But when the attack of hydroxyl radicals is blind, it will also react with cellulose, resulting in cellulose decomposition, cellulose content decreased (Shi and Liu, 2021). In the bleaching process, the influence degree of each factor on cellulose content is: bleaching temperature > bleaching time > NaOH concentration > H2O2 concentration. The influence degree of each factor on hemicellulose content is: H2O2 concentration > bleaching time > NaOH concentration > bleaching temperature. The influence degree of each factor on lignin content is: H2O2 concentration > NaOH concentration > bleaching temperature > bleaching time. H2O2 concentration is the most important factor affecting hemicellulose and lignin removal. The greater the concentration of H2O2, the more HOO· generated in the reaction system, the more free radicals acting on lignin and hemicellulose, the better the bleaching effect. The bleaching effect of different concentrations of H2O2 on rice straw was compared. It was found that the bleaching efficiency (BE) was proportional to the concentration of H2O2. The optimum pH of alkaline hydrogen peroxide reaction is 11.5 ~ 11.6. Under this condition, HOO· released by H2O2 will produce more active HO· and superoxide anion radical (O2−·) with H2O2, which are strong oxidants to promote lignin oxidation (Ho et al., 2019). Therefore, too low or too high alkali concentration will make the pH of the reaction conditions deviate from 11.5 ~ 11.6, resulting in poor lignin removal. At the same time, too high alkali concentration will lead to unexpected dissolution of cellulose, so that the cellulose content in the obtained OP fiber will decrease. The reaction temperature affects the production of H2O2 free radicals. At low temperature, H2O2 is relatively stable. With the increase of temperature, H2O2 is easy to spontaneously decompose and generate hydroxyl radicals. The effects of H2O2 on delignification and hemicellulose dissolution of rye straw and kenaf were studied at 25 ~ 70°C. At 20°C, the dissolution rate of lignin was 52.7% and hemicellulose was 44.2%. Lignin solubility was 87.8% and hemicellulose 71.9% at 70°C (Dutra et al., 2017). The increase of temperature can promote the decomposition of lignin and hemicellulose in lignocellulose, but too high temperature will lead to the decomposition of H2O2 itself, and the concentration of H2O2 that actually acts on hemicellulose and lignin will decrease, which will affect the bleaching effect. Choosing the appropriate bleaching time is very important for lignocellulose bleaching. The production of HOO·, HO· and O2−· by alkaline H2O2 needs to act on lignin and hemicellulose. The longer the action time, the better the removal effect of the two. However, it is also necessary to note that too long time will cause free radicals to attack cellulose, resulting in cellulose decomposition.
The optimum bleaching conditions were obtained from the orthogonal test results: 7.5% H2O2 solution, 5% NaOH, bleaching time 2 h, bleaching temperature 75°C. Under this condition, the cellulose content of the obtained fiber was (65.35 ± 0.44)%, the hemicellulose content was (2.97 ± 0.29)%, and the lignin content was (28.36 ± 0.20)%.
Variation of cellulose components and yield
The cellulose content of R-OP was (40.85 ± 0.32)%, the hemicellulose content was (14.27 ± 0.39)%, and the lignin content was (25.05 ± 0.32)% (Fig. 1a). After dewaxing treatment, the soluble extracts (impurities) and waxy substances in the fiber were removed to obtain D-OP cellulose. After dewaxing treatment, the overall content of OP cellulose, hemicellulose and lignin in OP increased, and the yield of dewaxing treatment was about 86.96% (Fig. 1b). After D-OP was treated with 6% NaOH solution, some hemicellulose was removed. In addition, wax, grease and pectin materials that form the outer non-cellulose layer of cellulose can also be removed by alkali treatment (Ng et al., 2015). The semi-fiber content of A-OP was (7.78 ± 0.30)%, the cellulose content increased to (55.17 ± 0.42)%, and the yield of alkali treatment was lower, only 61.50%. B-OP was obtained by bleaching A-OP with alkaline hydrogen peroxide. After three times of bleaching, the resulting B-OP3 has not detected hemicellulose, proving that hemicellulose has been completely removed. After five times of bleaching, the cellulose content of B-OP5 increased from (40.85 ± 0.32)% to (86.41 ± 0.27)%, the lignin content decreased from (25.05 ± 0.32)% to (6.77 ± 0.55)%, and the yield of each bleaching was about 82%. After dewaxing, alkali treatment and bleaching treatment, the final yield of R-OP cellulose was about 20.36%.
Morphology analysis
Hemicellulose, lignin, pectin and wax are the outer layers of cellulose fibers, which play a role in protecting cellulose. Therefore, untreated lignocellulose usually presents a dense structure. As can be seen from Fig. 2a, R-OP without any chemical treatment, due to the presence of wax and lipid substances, the fiber surface is smooth and the structure is dense (Rizwan et al., 2021). It can be seen from Fig. 2b that after dewaxing treatment of OP, some wax and lipid substances were removed, the smooth and dense structure of cellulose surface was destroyed, and the surface was uneven. The biomass shell composed of hemicellulose, lignin and pectin began to be destroyed. It can be seen from Fig. 2c that after alkali treatment, some hemicellulose was removed, and the surface of the fiber became rough and porous. Highly interwoven fiber bundles can be observed. Fiber bundles indicate the presence of lignin. There are hydrogen bonds, covalent O-H bonds and van der Waals interactions between cellulose and lignin. Lignin acts as a binder for cellulose fibers, which is similar to the Asif study (Asif et al., 2022). Because cellulose is covered by lignin and hemicellulose, both of them prevent chemicals from passing through lignocellulose (Keikhosor et al., 2013). After alkali treatment, the OP biomass shell is completely destroyed, hemicellulose is removed, and holes are formed. Alkaline hydrogen peroxide can enter the interior of lignocellulose and act on lignin. After alkaline hydrogen peroxide bleaching treatment, as shown in Fig. 2d, the lignin as a physical barrier was removed, the fiber surface became more irregular and rough, the porous structure was more obvious, and the fiber structure inside was completely exposed.
FTIR spectra analysis
Fig. 3 shows the FTIR spectra of OP treated by different steps. FTIR spectroscopy was used to determine the effect of different chemical treatments on the chemical structure of OP, which was of great significance to verify the removal of hemicellulose and lignin of OP in this study.
It can be seen from Fig. 3 that all the spectra show roughly similar peaks, indicating that the same functional groups exist, and it is proved that the multi-step treatment does not change the structure of OP cellulose, and the cellulose is successfully extracted from OP after multi-step treatment. The peak near 3440 cm− 1 is the − OH stretching vibration peak of cellulose. With the deepening of treatment, the peak value of this peak increases, which means that the content of − OH group increases and the content of cellulose increases. The − CH stretching vibration peak at 2900 cm− 1 indicated the asymmetric stretching vibration of aliphatic saturated C = H in cellulose, hemicellulose and lignin, which were the characteristic peaks of cellulose (Rohadi et al., 2020). The absorption peaks near 1370, 1165 and 1436 cm− 1 are related to the C − O stretching vibration, C − O−C asymmetric stretching vibration and C − H vibration of cellulose, respectively, which correspond to the FTIR spectra of cellulose reported by Pongchaiphol and Sagnite (Pongchaiphol et al., 2021; Ventura-Cruz and Tecante, 2019). 1645 cm− 1 is the bending vibration peak of H − O−H in adsorbed water. Although the sample was dried before FTIR analysis, the interaction between cellulose and water in the sample still existed. 896 cm− 1 is the bending vibration peak of − C1 − O−C4 of cellulose β-glycosidic bond.
The peaks near 1735 and 1250 cm− 1, representing carboxyl groups, may be caused by the acetyl C − O stretching vibration of hemicellulose or the ester bond of lignin. As the process progresses, the peak at 1735 cm− 1 disappears, and the peak intensity at 1250 cm− 1 decreases, indicating that hemicellulose and lignin are better removed after alkali treatment and bleaching (Nagarajan et al., 2021). 1515 cm− 1 is the C = O stretching vibration peak of ketone and carbonyl on lignin, and the peak intensity decreases with the process, indicating that the lignin is partially removed.
XRD Analysis
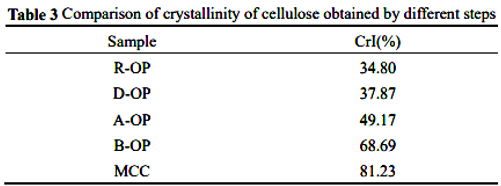
Cellulose is orderly arranged through intramolecular and intermolecular hydrogen bonding interactions, and cellulose has a crystal structure. In the process of cellulose extraction, chemical treatment will affect the crystal structure of cellulose. The XRD patterns of OP treated by different steps are shown in Fig. 4. The crystallinity (CrI) of each OP fiber calculated by the Segal method is shown in Table 3.
It can be seen from Fig. 4 that the OP fibers obtained by different treatment steps have the same diffraction peaks: 2θ = 14.7° (1–10), 16.3° (110), 22.5° (200) and 34.6° (400), among which 2θ = 14.7°, 16.3°, 22.5° are typical cellulose diffraction peaks, which can be judged as cellulose type I structure from the peak position. The peak at 2θ = 22.5° is the highest, which represents the main crystalline structure of cellulose I. The small peak at 2θ = 34.6° indicates that the fiber has a natural cellulose Iβ structure (Hachaichi et al., 2021). The peak shape of the treated OP fiber remains the same, indicating that the treatment does not change the crystal structure of the OP fiber. As the sample was treated, the peak intensity at 2θ = 22.5° increased, meaning that hemicellulose and lignin in the amorphous region of the fiber were removed, and cellulose content and crystallinity increased. After dewaxing, alkali treatment and bleaching, the amorphous non-cellulose compounds in the fiber were removed, and the crystallinity of OP increased from 34.80–68.60%. Compared with the crystallinity of microcrystalline cellulose 81.23%, there is still a gap. This is due to the extracted cellulose still has a small amount of lignin is not completely removed, cellulose content is lower than MCC.
TG/DTG analysis
It can be seen from Fig. 5a that the thermal decomposition process of OP in different steps is divided into three stages. The first stage is 30 ~ 130°C. At this stage, the weight of OP fiber decreased slightly (< 6%), mainly due to the evaporation of some volatile compounds and water. The second stage is 195 ~ 403°C, which is mainly caused by dehydration, decarboxylation and depolymerization of glycosidic bond. At this stage, cellulose, hemicellulose and lignin in lignocellulose will be degraded. Hemicellulose is the easiest to degrade, and its thermal degradation zone is mainly at 220 ~ 315°C. Because hemicellulose is composed of a variety of sugars, it is randomly amorphous structure, so it is easy to degrade into volatile substances such as CO and CO2. Compared with hemicellulose, cellulose is composed of long chains of unbranched glucose, which is arranged in order. Its thermal stability is higher than that of hemicellulose, and the thermal degradation zone is 315 ~ 400°C(Yang et al., 2007). The third stage is 403 ~ 700°C, which mainly occurs oxidation and decomposition of carbonized residue. Lignin also decomposes at this stage. Because lignin contains a large number of aromatic rings, its thermal degradation is slow and can decompose from 150°C to 900°C. The char residue is the result of the conversion of biomass into a solid residue with an aromatic ring structure, so lignin produces more char residue than cellulose (Dada et al., 2021). As shown in Fig. 5a, the residual contents of R-OP, D-OP, A-OP and B-OP were 22.51%, 24.29%, 27.96% and 25.72% respectively. The residue content of A-OP is the highest, which may be the highest lignin content of A-OP, and lignin is related to the formation of carbon residue. As can be seen from Fig. 5b, R-OP has a smaller shoulder peak at 283°C due to hemicellulose decomposition (Lin et al., 2021). Figure 5b shows that the weight loss peaks of R-OP, D-OP and B-OP are 335.0°C, 339.9°C and 331.9°C respectively. The maximum weight loss peaks of the three fibers are all around 335°C, which indicates that the thermal stability of cellulose treated by different methods has not changed much, but the maximum weight loss peak of A-OP is 318.6°C, which is lower than the other four fibers, which may be that A-OP contains the highest lignin content.
{kind=link}
{kind=link}
{kind=link}