The demand for water supply is increasing rapidly across the world due to the exponential growth of population, swift urbanization, and industrialization. Methods for recovery of reusable water from domestic, industrial and agricultural wastewater should be cost-effective, and environmentally safe for the sustainability of water resources. Domestic wastewater is one of the contaminated water sources which need efficient treatment before discharge into water bodies. The novelty of the present study is to treat domestic rice gruel wastewater by coagulation integrated aerobic membrane bioreactor (AMBR) for the generation of reusable water. A hydrophilized ultrafiltration (HF-UF) spiral wound membrane of 5 kDa molecular weight cut off was used for the treatment of rice gruel wastewater at a feed temperature of 30 °C and 80 °C to study separation performance. Further, a comparison study was carried using various coagulants such as methanol, ethanol, and HCl for integration with HF-UF membrane to determine overall process efficiency at 30 °C. Methanol coagulation + HF-UF membrane based integrated process was able to achieve 93.77%, 95.4%, 91%, and 78.6 %, respectively of total dissolved solids (TDS), turbidity, conductivity, and chemical oxygen demand (COD). Further, this process was integrated with a bioreactor operated under aerobic conditions to improve the process efficiency and purified water quality. From the overall experimental results, the integrated coagulation + AMBR process attained a maximum removal of 93.9, 96, 91, and 94.6 percent of TDS, turbidity, conductivity and COD, correspondingly. Finally, an economic estimation of a 1000 Lh-1 capacity pilot plant is described in detail. The study depicts unique advantages of economy, process safety, small footprint, and eco-friendly for rice gruel wastewater by a combination of chemical coagulation with AMBR.
Research
WITHDRAWN: An integrated process of methanol coagulation and side-stream membrane bioreactor for the treatment of rice gruel wastewater
https://doi.org/10.21203/rs.3.rs-39334/v4
This work is licensed under a CC BY 4.0 License
Version 4
posted
You are reading this older preprint version
The full text of this preprint has been withdrawn by the authors while they make corrections to the work. Therefore, the authors do not wish this work to be cited as a reference. Questions should be directed to the corresponding author.
Editorial notes are used to provide important context regarding the topic of a preprint or to alert readers to potential issues concerning that preprint or a downstream publication associated with it. For more information on editorial notes, see our Editorial Policies.
Rice gruel wastewater
Coagulation
Hydrophilized ultrafiltration membrane
Aerobic membrane bioreactor
Global water demand needs to be met through water conservation and recovery of purified water from contaminated resources in view of the augmenting population, industrialization, and urbanization [1, 2]. Water conservation assumes primary significance in arid and water-scarce countries such as Iran, India, Italy, Israel, Portugal, etc., [3]. The scarcity of water is mainly due to the discharge of wastewater into the water bodies, especially from domestic, industrial, and agricultural sectors. Hence, the treatment of domestic wastewater (DWW) in both urban and rural areas is essential for water reclamation to benefit society at large, eradicate environmental pollution and comprehensively deal with water scarcity [4].
Two-thirds of the world’s population depends on rice as staple food, with 95% of rice being consumed by oriental countries like India, Bangladesh, China, Japan, Korea, Philippines, Malaysia, Indonesia, Thailand, Sri Lanka, etc. A large amount of rice gruel wastewater (RGW) is discharged into the water bodies, constituting a major source of DWW [3, 4]. A significant amount of starch, proteins, lipids, and suspended solids present in RGW need to be separated before discharge into the water sources. The major components like amylose and amylopectin in starch are responsible for the high viscosity and stickiness in the RGW. Frequent sources of RGW in urban areas such as restaurants, hotels, hostels, households, monasteries etc., can be collected and sent to wastewater treatment plants (WWTP’s) [5, 6].
Most conventional wastewater treatment processes include ion exchange, adsorption, electrochemical processes, chemical precipitation, adsorption, solvent extraction, and flotation to extract value-added products from WWTP’s. However, these processes have some limitations like high power consumption, considerable space requirement, greater manpower, and additional chemicals for separation, purification or phase change [7]. Therefore, there is a need to develop an alternative, cost-effective technology for the reclamation of RGW.
Membrane separation processes such as reverse osmosis (RO), nanofiltration, ultrafiltration (UF), microfiltration (MF), membrane bioreactor (MBR) is commonly used as alternatives or to complement conventional methodologies for the treatment of DWW [8]. Among those, MBR is a unique and promising technology for DWW treatment, wherein bioreactors are integrated with membranes. In general, bioreactors are pre-fed with mixed microbial consortia, where microorganisms adapt to the wastewater environment as their habitat and consume the pollutants as their nutrient by degrading it into simple molecules under aerobic or anaerobic conditions [9]. The anaerobic bioreactor can reduce chemical oxygen demand (COD), biochemical oxygen demand (BOD), carbohydrates, proteins, and other constituents by producing bio-methane and hydrogen as energy supplements. However, due to the limitations of anaerobic processes including incompetent turbidity reduction, foul odour, and TDS, most researchers have used aerobic treatment for achieving maximum decomposition of organic and inorganic compounds through significant bacterial growth. The aerobic membrane bioreactor (AMBR) can be extensively used for sustainable and energy-efficient treatment of DWW emanating from kitchen [10], toilet flushing [11] and laundry [12,13]. Chiemchaisri et al used pilot-scale activated sludge coupled with MBR to treat the DWW [14]. Chu et al used micro AMBR seeded with granular sludge to remove nitrogen from synthetic DWW [15]. Bilad reviewed MBR application in processing DWW [16].
Most researchers have used UF membranes in bioreactors for effective removal of the pollutants and have proven feasibility of scale-up with economic viability for DWW treatment. Xing et al produced 90% reusable water by treating urban wastewater using ultrafiltration membrane bioreactor (UF-MBR) [17]. Praneeth et al reclaimed water using hollow fibre UF membranes in a submerged membrane bioreactor from a dairy industrial effluent [18]. Ozan and Acikgoz investigated domestic kitchen wastewater treatment using the UF-MBR configuration for effective removal of COD up to 90% from the feed [19]. Kitanoua et al achieved COD and BOD removal from domestic wastewater up to levels of 99% and 98% respectively, using UF-MBR [20]. Hence, the implementation of membranes in bioreactors enhanced the quality of the product water parameters to meet reusable quality rather than disposable standards. Certain researchers integrated AMBR with conventional processes such as coagulation, flocculation and ozonation for efficient removal of pollutants from DWW, which reduced the load on the membrane. Praneeth et al recovered water from domestic kitchen effluent through membrane techniques with substantial reduction in COD and BOD [21]. Fazal et al used integrated flocculation with UF-MBR process to purify industrial wastewater and generated water for reuse [22]. Choudhary et al used electro-coagulation process to treat rice mill effluent [23]. Mahanta and Bhattacharya extracted rice starch from parboiled rice by a thermal degradation process [24]. Xudong et al studied DWW treatment by coagulation-MBR hybrid process for effective removal of COD and NH3 [25]. Gukelberger et al used a pilot-scale commercial UF membrane based aerobic bioreactor coupled with coagulation to treat DWW for sustainable reuse in the Lake Victoria Region [26]. UF membrane submerged in a coagulation bioreactor for drinking water treatment is also reported by Tian et al [27]. Wong et al observed an enhancement in membrane fouling in AMBR by addition of alum during DWW treatment [28]. However, studies on RGW treatment by integration of membrane with bioreactor is far and few between. Boykin et al processed rice cooker wastewater by MF for the recovery of useful by-products [29]. Fu et al discussed dynamic membrane bioreactors for removing nitrogen from rice husk wastewater [30]. Sayanthan and Thusyanthy reviewed effluent treatment models in rice parboiling [31].
From the literature survey, this study is the first kind that projects a novel approach for the treatment of RGW by a chemical coagulation integrated AMBR process. Performance of various coagulants such as methanol, ethanol, and HCl for pre-treatment before filtration by hydrophilized ultrafiltration (HF-UF) membrane for the treatment of RGW is compared to optimize the most efficient coagulant. The indigenously synthesized HF-UF membrane was characterized by Fourier transform infrared spectroscopy (FTIR), X-ray diffraction (XRD), and scanning electron microscopy (SEM). Further, the RGW was treated with the advanced methanol coagulation + AMBR integrated process to establish the reproducibility of qualitative parameters such as TDS, turbidity, conductivity, COD, and pH in the reusable water. Finally, a cost estimation of the developed process is presented for water reclamation from DWW.
2.1. Materials
Polyethersulfone (PES) polymer was purchased from Solvay, Vadodara, India, for the preparation of UF substrate. Polymers such as polyvinyl alcohol (PVA) for hydrophilization and blending with PES, polyethylene glycol (PEG) for determination of molecular weight cut-off (MWCO) of the synthesized membrane, ethanol, methanol, and hydrochloric acid (HCl) used as coagulants, glutaraldehyde (GA) for cross-linking and dimethylformamide (DMF) solvent for membrane preparation were purchased from Sigma-Aldrich Chemicals, Mumbai, India. Membrane cleaning chemicals such as citric acid, sodium hydroxide (NaOH), tetra sodium salt of ethylene diamine tetra-acetic acid (EDTA), sodium lauryl sulfate (SLS), and sodium metabisulphite (SMBS) were procured from SD Fine Chemicals Ltd., Hyderabad, India. Non-woven polyester (PE) fabric support was purchased from Miki Tokushu Paper Mfg. Co. Ltd., Japan as a substrate for the preparation of HF-UF membrane. Nutrient broth and agar for the preparation of mixed microbial culture were supplied by Hi-Media Labs Pvt. Ltd., Mumbai, India. Indigenously synthesized HF-UF membranes were scaled-up in a spiral-wound geometry with the help of Permionics Membranes Pvt. Ltd., Vadodara, India. Glassware such as a conical flask, beakers, petri dishes, and measuring cylinders used for sample preparation and analysis were procured from Vasco Scientific, Hyderabad, India. Accessories such as aerator, pressure gauge, valves, pumps, T-joints, teflon tape, cotton, tubing and parafilm strips were purchased by SVS water solutions, Hyderabad, India for setting up the MBR system. Equipments such as autoclave (Equitron Medica Instrument, Mumbai, India), laminar airflow chamber (Lab Tech, Mumbai, India), analytical weighing balance (Sartorius, Hyderabad, India), automated casting machine for membrane preparation (Aqua Plus, Maharashtra, India), digital micro-gauge (Mitutoyo, Japan), refractometer (Anton Paar, Type: Abbemat 200, Mumbai, India) and incubator (MH Enterprises, Hyderabad, India) were used to conduct experiments and analysis. De-ionized water used to carry out the experiments was prepared in the laboratory itself by a cascaded RO system.
2.2. Methods
2.2.1. Synthesis of HF-UF 5 kDa membrane
The HF-UF membrane was synthesized indigenously by the phase inversion technique. Initially, a combination of the polymer solution was prepared by addition of 2 wt% PVA to 23 wt% PES + 0.5 mL GA cross-linker + 74.5 mL of DMF solvent (w/v) at 60 ˚C, under continuous stirring on a magnetic plate for 12 h. The mixture was kept aside at room temperature (30 ± 2˚C) to remove air bubbles from the mixture. The obtained bubble-free solution was cast on the PE non-woven fabric support, which was already affixed on a glass plate using an automated casting machine. The film was then immediately immersed in a non-solvent bath i.e., pure water at room temperature, to obtain a GA crosslinked PVA blended with PES to obtain HF-UF ultra-porous membrane with a thickness of 50µm, as measured by a digital micro-gauge.
2.2.2. Effect of the molecular weight cut off of PEG on HF-UF membrane
The resultant HF-UF membrane molecular weight was determined using PEG of different molecular weights of 6000 and 4000 Da. The PEG feed solution was prepared using de-ionized water and passed through the synthesized HF-UF membrane in a crossflow mode at 3 bar pressure. Permeate and retentate samples were collected at different feed concentrations to determine the MWCO of the synthesized membrane using refractive index (RI).
2.3. Sample collection
RGW was collected from the community kitchen of the Akshaya Patra Foundation, Hyderabad, India, for lab-scale experimental studies. The physico-chemical parameters of feed are provided in Table 1.
2.3.1. Treatment of RGW at 30 ˚C and 80 ˚C by spiral-wound HF-UF 5 kDa membrane
A feed volume of 5 L at the temperature of 80˚C (hot condition), was fed to the membrane filtration unit. Similarly, it was cooled down to 30 ˚C (room temperature) and then passed through the filtration unit. The entire process was conducted using spiral-wound HF-UF element having an effective membrane area of 1.2 m2, at 5 bar operating pressure for a duration of 3 h. The characteristic parameters of feed and permeate at 30 ˚C and 80 ˚C are provided in Table 1. Further experiments were continued at a room temperature of 30 ˚C.
2.3.2. Pre-treatment of RGW with coagulants
In the present study, the coagulation process was used as a pre-treatment to remove suspended and colloidal matters from RGW. In the coagulation step, RGW was mixed with a small concentration alcohol or acid to stabilize the starchy colloidal content for the elimination of moderate levels of TDS, COD, pH, conductivity, and turbidity. Before pre-treatment, the RGW at 80 ˚C was allowed to cool down to 30 ˚C. A feed volume of 6.5 L of RGW was uniformly mixed with 1% (v/v) HCl or alcohol. The mixture was allowed 2 h duration for sedimentation after 30 min of stirring at 250 revolutions per min (rpm), as shown in Fig.1a. The 1% of coagulant volume with respect to RGW volume is economically feasible for scale-up. Experiments were repeated with methanol and ethanol as coagulants for comparison and identification of the best coagulant.
2.4. UF experimental procedure
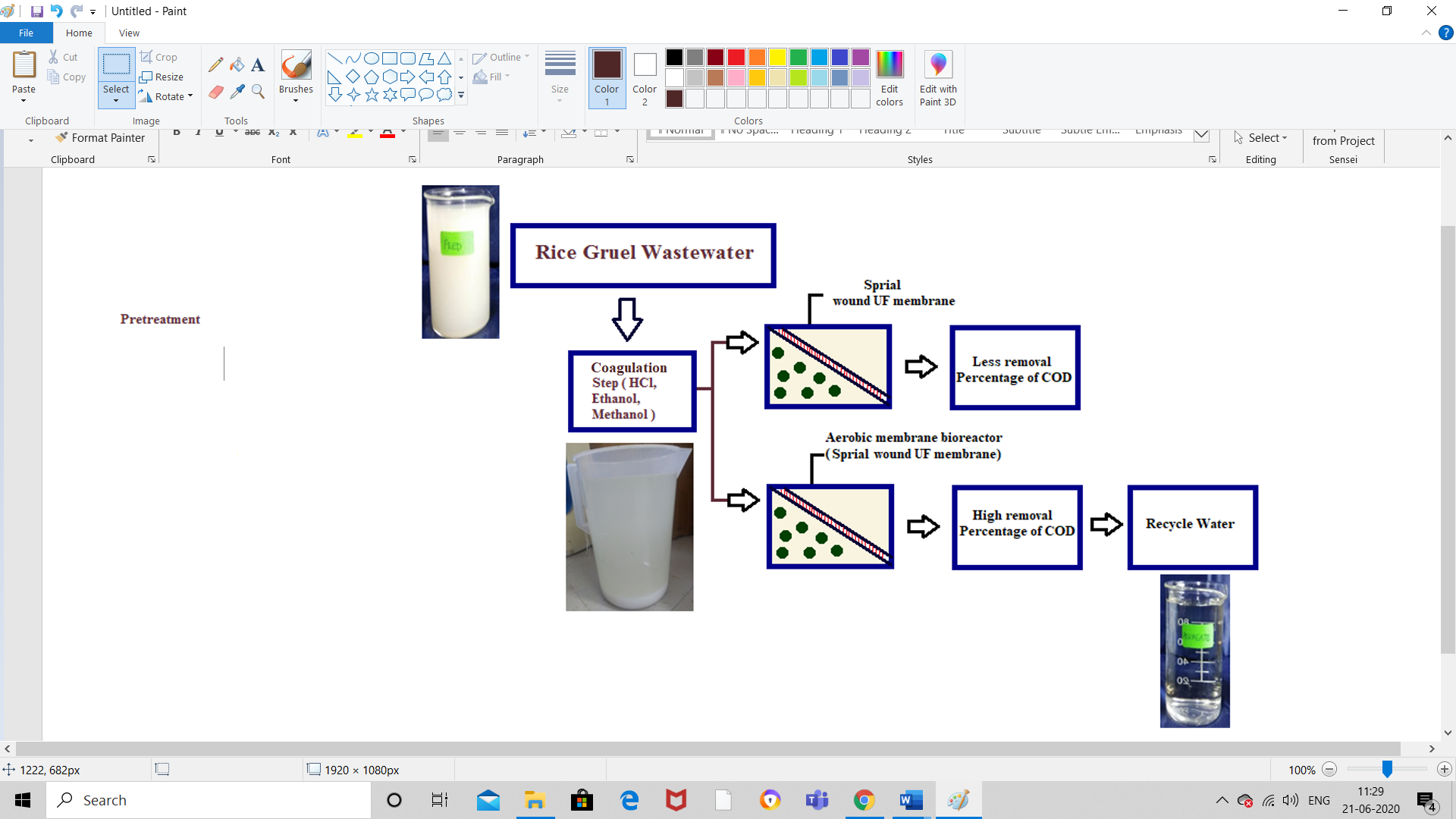
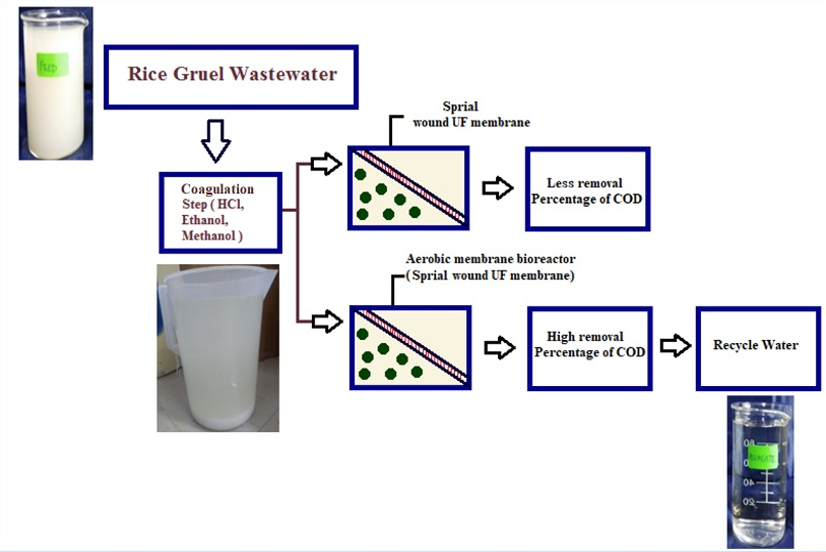
After the preliminary treatment with coagulants, the supernatant liquid collected from the reaction mixture was subjected to the integrated UF system. This supernatant liquid was fed through the spiral wound HF-UF membrane module with the pressure maintained at 5 bar using a 300 gallons per day (GPD) capacity diaphragm pump. Experiments were performed in batch mode with measurement of the permeate flux at regular time intervals, with total recycle of the retentate to the feed tank. The coagulation + spiral wound HF-UF hybrid process flow diagram is provided in Fig.1b. Subsequently, methanol coagulation + HF-UF membrane process was integrated with a bioreactor maintained under aerobic conditions.
2.5. Preparation of culture and nutrient agar for bioreactors
The agar medium was prepared by dissolving 28.0 g of agar in 1 L distilled water which was autoclaved for sterilization at 121˚C under 15 lbs pressure for 30 min. Before subjecting the agar medium to UV light, the laminar airflow chamber was cleaned with ethanol to control the contamination of the samples. The agar medium was allowed to cool for 1 h and kept inside the laminar air flow chamber under UV light and then poured into a petri dish until solidification. The medium was subsequently streaked on the petri dish and incubated for 24 h at 37˚C.
2.5.1. Preparation of nutrient broth
The culture broth was prepared by adding 13.0 g of nutrient broth powder in 1 L of distilled water by uniform mixing and then sterilized in an autoclave at 121˚C at 15 lbs pressure for 30 min. 50 mL of the culture grown from the nutrient agar was added to the nutrient broth and kept in the incubator for 1 day at 37˚C. Further, the culture broth was added to the RGW feed tank and allowed to remain overnight to aid the bacteria to adapt to the RGW environment, with monitoring of the microbial growth.
2.5.2. Experimental manifold for coagulation integrated AMBR
After pre-treatment of the RGW with methanol, the obtained supernatant was treated by a side-stream AMBR to remove suspended solids, turbidity, and color. Fig.1c represents the process flow diagram of the coagulation integrated AMBR system, wherein the feed tank of 2.5 L capacity was connected through the 300 GPD pressure pump to the UF membrane module, arranged in a cross-flow pattern. The retentate was fed back to the aerobic bioreactor chamber, and permeate was collected in a separate tank. Pressure gauge and control valves were fixed in the retentate line to control the system pressure to the desired value. Initially, a mixed culture aerobic consortia was added to the pre-treated RGW. A micro-bubble diffuser was assembled inside the bioreactor chamber to provide sufficient oxygen for the growth of the biomass. RGW from the bioreactor was then fed to the side-stream membrane module at a pressure of 5 bar at 30 ˚C. The experiment was continued for 24 days under aerobic conditions and samples were collected at regular intervals of 3 days to determine the final water quality.
2.6. Membrane characterization
The indigenously synthesized UF membranes were characterized by FTIR, XRD and SEM for structural elucidation, crystalline nature, and surface morphology, respectively. FTIR spectroscopy was carried out using a Shimadzu instrument procured from Japan for analyzing the membrane structure and identifies formation of new functional groups along with intermolecular interactions in the polymer chain after membrane synthesis. The X-ray pattern of the membrane was determined by XRD model number D-5000 (NJ, USA) to understand its crystalline nature. X-ray diffractometry was used to determine the d-spacing values between the lattices of the monomer units of the polymer, obtained in the range of 0 to 50 Å on a 2θ scale, which can be calculated from Bragg’s equation. For SEM analysis, the membrane was cut into a small piece in liquid nitrogen medium and gold coated before being subjected to SEM analysis by JEOL JSM 5410 instrument, Japan. The samples were observed under magnification ranging from 20 to 200 µm.
2.7. Membrane fouling
The membrane pores can get choked by colloidal impurities, suspended particles, microbes, inorganic salts and organic components, which form a resistive cake layer on the active membrane surface, causes a declination in flux. Therefore, the membrane needs to be cleaned at regular intervals. Membrane cleaning was performed by washing with chemical solutions, followed by water wash at low pressure. In the present study, the chemical cleaning was carried out by a combination of 1% citric acid, followed by water wash, then by 1% NaOH + 0.5% EDTA + 0.1% SLS (w/v) and again water wash for durations of 15 min each. After wash, the membrane was stored in 0.5% (w/v) SMBS aqueous solution to avoid any biological fouling and extend membrane life [32, 33].
2.8. Analytical methods
The collected samples were analyzed after treatment by the integration process. The pH, color (Co-Pt), conductivity (mScm-1), turbidity (FAU), COD (mgL-1), and TDS (mgL-1) of all samples were measured according to the standard procedures of wastewater analysis. The sample pH was determined through a digital pH-meter (model DPH-504) at room temperature. Color in Co-Pt units and turbidity in FAU were recorded using a colorimeter (DR 800, HACH, Germany), TDS was determined using digital TDS meter (TDS0-999) manufactured by HM digital Inc. ltd., Hyderabad, India, and conductivity was measured using a DCM 900 model conductivity meter procured from Global Electronics, Hyderabad, India.
2.9. Mathematical tools
2.9.1. Permeate flux
During the separation process, the permeate flux was determined by considering the active membrane area and time taken to obtain the desired volume, as shown in Eq. (1).

Where, J is the permeate flux (Lm-2h-1), V is the collected volume of permeate (L) in time t (h), and A is the membrane area (m2).
2.9.2. Porosity
Overall porosity denoted as Ɛ of the membrane was calculated by gravimetric method, as defined in the following equation Eq. (2).

Where, m1 and m2 are the weights of the wet and dry membranes, respectively, whereas s1 is the surface area, δ is the cross-section thickness, and ρ is the density of the de-mineralized water.
2.9.3. Rejection efficiency
Rejection efficiency is one of the mathematical tools used to evaluate membrane performance by the following Eq. (3).

The percentage rejection is denoted as R, Cp and Cf are the solute concentrations in permeate and feed (mgL-1), correspondingly.
2.9.4. COD
COD is one of the important parameters to determine the quality of the wastewater. The number of organic contaminants present in the wastewater can be calculated using the following Eq. (4).

Where B and S are the volumes consumed with the blank and experimental sample, respectively, from the burette readings of the titration column. The normality N is for a standardized ferrous ammonium sulfate solution; D. F and V are specified as dilution factor and volume (mL) of the experimental sample subjected to COD analysis.
3.1. Membrane characterization
3.1.1. Structural analysis by FTIR
The functional changes in the hydrophilized membrane were addressed using FTIR spectral studies. Fig.2a represents the FTIR spectra of GA cross-linked PVA-PES blend membrane, wherein the peaks at 1117.78 cm-1 and 1435 cm-1correspond to the stretching vibrations of ether (-O-) and sulfone (-SO2) groups of the PES. The peak at 1582.63 cm-1 denotes -C-H stretching vibrations of the aromatic benzene ring of PES. A broad-band observed between 3500 to 3200 cm−1 denotesinter and intramolecular hydrogen bonding (-OH) of PVA. The peaks in the range of 2789 and 3000 cm-1 refer to the C–H stretching vibration of PVA's alkyl groups. The formation of a new acetyl linkage is attributed to the peak at 1070 cm-1, representing the cross-linking between GA and the hydroxyl groups of PVA. The possible reaction mechanisms of the GA cross-linked PVA-PES blend membrane (HF-UF) is shown in Scheme 1.
3.1.2. XRD
The X-ray diffraction pattern of the HF-UF membrane is shown in Fig.2b, wherein the membrane appears to be semi-crystalline in nature. Amorphous regions were found to be within 0 to 37º on 2q scale, whereas sharper peaks of the membrane were found to be 38º and 48º on 2q, which represent crystalline nature. The GA cross-linker is found to increase the crystallinity in the PVA-PES blend membrane. Overall, the HF-UF membrane shows semi-crystalline nature.
3.1.3. SEM
The indigenously synthesized HF-UF membrane surface and cross-sectional morphologies are provided in Fig.2c and d. The membrane’s surface showed uniform distribution of PVA polymer throughout the PES matrix without any agglomeration, which is clearly evident at 5µm magnification in Fig.2c. The cross-sectional image in Fig.2d reveals that the PVA membrane effectively blended with the PES layer through the formation of ultra-pores having a sponge like structure. Moreover, the cross-linked blend was adequately interpenetrated into the PE non-woven fabric support through the formation of a finger-like structure (Fig. 2d), which can be seen at 200 µm magnifications. From the overall surface and cross-sectional morphologies, the PVA and PES membrane were successfully blended to form a hydrophilic porous layer on the PE support.
3.1.4. Determination of MWCO of the HF-UF membrane
PEG of 4000 and 6000 Da molecular weight (MW) in concentrations varying from 2000 to 20,000 ppm were prepared in de-ionized water and fed through the HF-UF membrane for the determination of MWCO of the indigenously synthesized membrane. The concentration values were correlated with RI data recorded for each sample to obtain standard graphs of 4000 and 6000 Da of linear relationship. The experiments were conducted at 3 bar pressure, and samples were collected to determine the RI values. Fig.3c represents the RI values of feed, permeate, and retentate samples, where the rejection efficiency was observed 91% for 6,000 Da and 85% for 4,000 Da of PEG. As the MW of PEG increases, it obviously results in an enhancement in rejection due to the smaller pore size and decreasing segmental gap between the polymeric chains during membrane formation. Hence, this experiment demonstrated that the synthesized membrane has an average MWCO of 5000 Da. Further, the obtained membrane’s porosity was 34.68%.
3.2. Experimental results for the treatment of RGW
3.2.1. Effect of feed temperature on flux and permeate characteristics
Laboratory experiments were carried out to understand membrane performance during UF of RGW at 30 ˚C and 80 ˚C feed temperatures. The feed and permeate characteristics at 30 ˚C and 80 ˚C are provided in Table 1. Permeate parameters such as TDS, turbidity, conductivity, COD, and pH at 30 ˚C were found to be 56,330 mgL-1, 1200 FAU, 84.3 mScm-1, 20,000 mgL-1, and 3.34, whereas the permeate values at 80 ˚C (hot condition) were found to be 62,330 mgL-1, 1,325 FAU, 34.3 mScm-1, 24,000 mgL-1, and 4.60, respectively. Further, the effect of operating time on permeate flux is provided in Fig.4a, where the average flux decreased from 8.33 to 4.81 Lm-2h-1 and from 7.14 to 4.63 Lm-2h-1 across the operating time of 0 to 30 min at 30 ˚Cand 80 ˚C feed temperatures, respectively. The declination of flux is due to the formation of scalants on the membrane surface, which accelerates membrane fouling at both the feed temperature conditions. Additionally, the membrane pore blockage is rapid within 30 min, due to direct filtration of the effluent through the spiral-wound HF-UF membrane. Processing of RGW by HF-UF membrane shows better performance at 30˚C rather than 80 ˚C of feed temperature. Moreover, it is preferable to conduct the experiments at room temperature for the reduction of load on membrane and effective treatment of DWW.
3.2.2. Effect of operating time on flux and permeate characteristics using coagulation integrated HF-UF membrane processes
In this study, the RGW was pre-treated with various coagulants such as methanol, ethanol, and HCl, followed by membrane process at 30 ˚C feed temperature. Permeate characteristics of TDS, turbidity, conductivity, COD, and pH using various coagulation integrated HF-UF membrane systems is denoted as HCl + HF-UF, ethanol + HF-UF, and methanol + HF-UF as seen in Table 2. Initially, the feed color was found to be turbid milky white, which was completely removed from permeate after the treatment with various coagulation + HF-UF combinations. From Table 2, permeate quality for methanol + HF-UF combination was found to be 4,200 mgL-1 TDS, 70 FAU turbidity, 6.528 mScm-1 conductivity, 6,000 mgL-1 COD, and 7.23 pH which was better than the data recorded in case of other coagulants. The effects of operating time on permeate flux and % rejection for coagulation integrated HF-UF processes is provided in Fig.4b. The average permeate flux values for HCl + HF-UF, ethanol + HF-UF, and methanol coagulation + HF-UF processes (Fig.4b) were found to be 7.7, 8.2, and 13.62 Lm-2h-1 for an operating time of 30 min. Furthermore, from Fig.4b the % removal efficiencies of TDS, turbidity, conductivity, and COD were noted to be 87.4, 99.7, 87.4 and 28.6 for HCl + HF-UF, and 36.3, 93.77, 99.93, and 53.6 for ethanol + HF-UF and finally 93.77, 95.4, 93.9, 78.6 for methanol + HF-UF processes, respectively. Since the effluent is already acidic, the coagulation by HCl acid was not that effective in sedimentation of suspended solids. In contrast, ethanol has greater van der Waals force within the molecules and particulate matter may take a longer time to settle down. On the contrary, the coagulant methanol forms very large flocs within a short period of time because of its smaller size, that enables effective interaction with particulates, which are broken into smaller particles, that subsequently agglomerate into large sized flocs. Only 1% (v/v) methanol coagulant was mixed with RGW in volumetric ratio to facilitate economic feasibility. Methanol + HF-UF membrane process was found to be optimum for subsequent studies with AMBR at room temperature.
3.2.3. Effect on permeate flux and characteristic parameters with operating time by coagulation integrated AMBR
In this process, RGW was pre-treated with methanol and subjected to AMBR consisting of HF-UF membrane in continuous recirculation mode for 24 days. The effect of operating time on permeate flux is provided in Fig.5a, wherein the flux was found to decrease from 4.87 to 3.4 Lm-2h-1 across a time period of 0 to 30 min. Particles that are retained and form a cake-like structure on the membrane surface, cause an increase in the thickness, as the filtration progresses. However, the declination in the flux is moderate, as coagulation helps to reduce the load of suspended solids on the membrane surface. Moreover, from Fig.5b-5e, high efficiency can be observed in the TDS, turbidity, conductivity, and COD removal from the feed to permeate from 67,392 to 5,760 mg L-1, 1500 to 60 FAU, 105.3 to 9.5 mS cm-1, and 28,000 to 1500 mg L-1 over the operating time of 1 to 24 days, respectively. From graphical observations (Fig.5b-5e), the TDS, conductivity, and COD values in the bioreactor reduced gradually during 1 to 9 days of treatment. From the 9th day onwards, a drastic reduction was observed up to the 18th day with respect to TDS, conductivity, and COD. On the other hand, the turbidity reduced slowly up to 6 days of treatment after which it decreased steeply up to the 9th day and then slowly reduced until the 18thday. These observations can be explained on the basis of the varying extent of activity of microbial consortium on the RGW. After 24 days, there is no considerable reduction observed in all the parameters. The overall percentage removal efficiencies of the methanol coagulation + AMBR process with respect to TDS, turbidity, conductivity, and COD were noted to be as considerable as 91.0, 96.0, 91.0, and 94.6%, respectively. The integrated process exhibits a greater efficacy in degradation and separation of organic constituents that constitute COD. As per some literature reports, more than 90% of COD removal was achieved during the MBR processes, which substantiates results observed in this study [34, 35]. Moreover, after coagulation, RGW's conductivity and TDS reduced slowly in the first 9 days and then rapidly decreased while culture growth progressed in the bioreactor under continuous operation mode. When feed at 30 ˚C was treated with AMBR, the pH of the effluent increased from acidic value of 4.85 to 7.04 neutral medium (Fig.5f). Further, from Fig.5b-5f, it can be concluded that the AMBR becomes stable after 18 days of operation. Further, the amount of mixed liquor suspended solids (MLSS) obtained in the bioreactor was around 350 mgL-1 which was further subjected to an anaerobic digester for the production of the biogas as a by-product for cooking purpose. Between the 18th day and 24th day, negligible reduction in all the wastewater parameters was observed, due to no further degradation of the RGW in the bioreactor. Based on these observations, the sludge age can be considered 18 days to optimize the process. In this sense, methanol pre-treatment + AMBR, is the best-suited system for treating RGW. Additionally, from the obtained results, the produced water can be recycled for domestic applications such as gardening, washing, laundry, etc.
3.2.4. Effect of membrane washing on pure water flux
The membrane performance depends on chemical cleaning, which affects the pure water flux. After RGW treatment, the HF-UF membrane was washed thoroughly with both organic and inorganic chemicals, following which the pure water flux was determined to help understand the membrane cleaning efficiency. Fig.6 reveals the decrease in the pure water flux from 136 to 87 Lm-2h-1 whereas, after 3 min, the flux increased from 27.27 to 80.35 Lm-2h-1 respectively, after the membrane cleaning. From the graphical observations, it can be concluded that after chemical washing, the pores on the membrane were opened again by removing scale forming foulants and particulate matter from the membrane surface.
3.3. Construction of the molecular dynamic (MD) simulation
A PES polymer chain for the MD simulation with repeating monomer units was constructed and simulated using the Accelrys commercial software with the condensed phase optimized molecular potential for atomistic simulation study force field [36]. The 3D structure of the PES, PVA, and DMF are shown in Fig.7a, b, c. The amorphous builder module of PVA is used to construct the membrane system to minimize the PES system. PES has been built with repeat units of the monomer of PVA in DMF solvent and minimized by the steepest-descent method. Several cycles of energy minimization (EM) in MD simulation were considered to allow the polymer chain to fold until the polymer structure had a density of 1.0003 gcm-3. Moreover, this value is closer to experimental frequency of PES, whose density was 1.37 gcm-3 under ambient conditions. After the first EM and MD simulation were performed at a constant temperature of 298 K in the NVT, wherein the quantity is denoted by N, volume by V, and Temperature by T, a statistical ensemble was made to speed up the process of folding of the polymer chain. The minimized PES/PVA blend membrane structure was determined at different hydration levels under ambient conditions and the final composition of the PES bulk polymer model is shown in Fig. 7d.
3.3.1. EM
Fig.7e shows the potential energy to increase during molecular minimization, due to the energy replacement of the hydroxyl group (-OH) in PVA. The amorphous systems were constructed with a periodic boundary condition, and the density was found to be 1.0003 gcm-3 after the minimization of each molecule. The minimization energy of the amorphous system in terms of potential energy is -227.549 kcal mol-1. Therefore, Fig.7e describes the information related to how the water molecules facilitate an increase in the total strength of the system.
3.3.2. Economic estimation of integrated AMBR
Usually, conventional processes require enormous space, high energy consumption, chemical usage, and labour cost compared to membrane processes [37], which are one-time investments to obtain good quality of water from effluents for reuse in various applications to reduce fresh water consumption. Low pressure membrane processes can be used for the production of reusable water in various applications. Table 3 represents a detailed description of the materials used in the present study to install an experimental setup. The economic estimate of a 1000 Lh-1 capacity AMBR pilot plant is provided in Table 4, including operating and maintenance costs. The capital investment was found to be 5501.84 USD (INR 4.20 Lacs), with a payback period of 2.72 years.
3.3.3. Practical implications
Based on the efficiency observed in removal of impurities present in the wastewater, coagulation pre-treatment + AMBR appear to possess several advantages over conventional processes. In the present study, an innovative approach of methanol coagulation + AMBR integration was explored to treat the highly gelatinous and sticky RGW to produce reusable water. In this integrated process, methanol coagulant effectively reduced the load of suspended and dissolved solids from the wastewater to enhance the efficiency of AMBR. The utilization of HF-UF membranes in bioreactors would effectively reduce the fouling propensity owing to greater hydrophilicity of the membrane. The overall process flow diagram of the RGW treatment by methanol coagulation integrated AMBR for reusable water production is provided in Scheme 2. Through this process, the reclaimed water can be used for domestic application such as washing, gardening and flushing, while in industries it could be used in cooling towers.
The present study reveals the feasibility of methanol coagulation for pre-treatment followed by side-stream AMBR to effectively remove pollutants in RGW such as TDS, turbidity, conductivity and COD to enable water recovery and reuse. The HF-UF membrane was indigenously synthesized and characterized for the experimental studies. Before being subjected to separation by HF-UF module, the RGW was pretreated with various coagulants include HCl, methanol, and ethanol to identify the best coagulant. The methanol coagulation + HF-UF membrane UF achieved a higher percentage rejection of wastewater parameters. Further, the process was successfully integrated with AMBR to achieve maximum removal of TDS, turbidity, conductivity, and COD. Moreover, the product water pH reached 7.04 neutral pH, underlining its feasibility for domestic applications. The methanol coagulation + AMBR process was optimized to a time period of 18 days and a cost estimate based on 15 h operating time per day revealed feasibility for scale-up and commercialization. The currently developed process is technically feasible, economically viable, environmentally clean, and exhibits inherent safety in operating protocols for extension of its application to the treatment of other effluents from different industries.
Availability of data and materials
No other source of data and materials were used in these studies.
Competing interests
There are no competing interests.
Funding
The authors are grateful to the IICT – RMIT program for supporting the research work.
Authors' contributions
All authors contributed to the concept, experimental work and paper drafting, besides corrections to attain the final structure.
Acknowledgments
The first author Shaik Nazia is thankful to the Indian Institute of Chemical Technology (CSIR-IICT) and Royal Melbourne Institute of Technology (RMIT) for providing research fellowship under a collaborative research program. This paper is IICT communication No. IICT/Pubs./2020/357.
- Ozturk I. Sustainability in the food-energy-water nexus: Evidence from BRICS (Brazil, the Russian Federation, India, China, and South Africa) countries. Energy. 2015;93:999–1010.
- Chihhao F, Chun-Yueh L, Ming-Che H. Empirical framework for a relative sustainability evaluation of urbanization on the water-energy-food nexus using simultaneous equation analysis. Int J Environ Res Public Health. 2019;16:901.
- Mahmoud AZ, Shiklomanov IA. World meteorological organization world meteorological organization weather Climate. Water. 2004; WMO-No.959, ISBN: 92-63-10969-9.
- Tetteh EK, Obotey EE, Rathilal S, Asante SD. Removal of COD and SO42− from oil refinery wastewater using a photo-catalytic system-comparing TiO2 and zeolite efficiencies. Water. 2020;12:214.
- Kimberly S, Eveline IPV, Mathieu S, Mark CMVL. Resource recovery and wastewater treatment modeling. Environ Sci. Water Res Technol. 2019;5:631-642.
- Zeng Z, Liu J, Savenije HHG. A simple approach to assess water scarcity integrating water quantity and quality. Ecol Indic. 2013;34:441-449.
- Brunetti A, Macedonio F, Barbieri G, Drioli E. Membrane engineering for environmental protection and sustainable industrial growth: Options for water and gas treatment. Environ Eng.2015;20:307-
- Blstakova I A, Bodik I, Dancova L, Jakubcova Z. Domestic wastewater treatment with membrane filtration-two years experience. Desalination. 2009;240:1-3:160-169.
- Wanga KM, Martin Garciab N, Soaresa A, Jeffersona B, McAdama EJ. Comparison of fouling between aerobic and anaerobic MBR treating municipal wastewater. 2018;1: 2:131-159.
- Khan TM, Khalid A, Habib U, Muhammad IR, Ali U, Samad N. Aerobic treatment for recycling kitchen wastewater. Int J Appl Agric Sci. 2011;3:1-8.
- Fountoulakis MS, Markakis N, Petousi I, Manios T. Single house on-site greywater treatment using a submerged membrane bioreactor for toilet flushing. Sci Total Environ. 2016;551-552:706-11.
- Janus M, Sylwia M, Bering S, Tarnowski K, Mazur J, Morawski AW. Application of MBR technology for laundry wastewater treatment. Desalination water treat.2017;64:213-217.
- Ashfaq MY, Qiblawey H. Laundry wastewater treatment using ultrafiltration under different operating conditions AIP Conference Proceedings. 2018;2022:020002.
- Chiemchaisri C, Yamamoto K, Vigneswaran S. Household membrane bioreactor in domestic wastewater treatment. Wat Sci Tech. 1993;27:171-178,
- Chu L, Zhang X, Yang F, Li Treatment of domestic wastewater by using a microaerobic membrane bioreactor, Desalination. 2006;1:181-192
- Bilad MR. Membrane bioreactor for domestic wastewater treatment: principles, challenges and future research directions. Indones J Sci Technol.2017;1:97-123.
- Xing CH, Tardieu E, Qian Y, Wen X. Ultrafiltration membrane bioreactor for urban wastewater reclamation. J Membr Sci. 2000;177:73-82.
- Praneeth K, Siddhartha M, Pavani V, Suresh KB, James T, Sridhar S. Performance assessment and hydrodynamic analysis of a submerged membrane bioreactor for treating dairy industrial effluent. J Hazard Mater. 2014;274:300-313.
- Ozan K, Acikgoz C. Treatment of domestic wastewater by membrane bioreactor system (MBR). J Eng Appl Sci. 2016;5:2.
- Kitanoua S, Hafidaa A, Soukainaa B, Mahib M, Takya M, Elmidaouia A. Performance of an ultrafiltration membrane bioreactor (UF-MBR) in wastewater treatment. Desalination Water Treat. 2019;157:393-398.
- Praneeth K, Bhargava SK, Tardio J, Sridhar S. Water recovery from domestic kitchen effluent through membrane separation processes, Processing excellence; Powering our future, Engineers Australia, Chemeca. 2014;92.
- Fazal S, Zhang BP, Zhong ZX, GaoL, Chen XC. Industrial wastewater treatment by using MBR (Membrane Bioreactor) review study. J Environ Prot Ecol. 2015;6:584-598.
- Choudhary M, Majumder S, Neogi S. Studies on the treatment of rice mill effluent by electrocoagulation. Sep Sci Technol. 2014;50:505-511.
- Mahanta CL, Bhattacharya KR. Thermal degradation of starch in parboiled rice. Starch – Starke.1989;41:91-94.
- Xudong L, Linna G, Yingmeng X. Test study on domestic wastewater treatment by coagulate-MBR. In2011 International Conference on Multimedia Technology. Hangzhou, China; 2011 July 26-28.
- Gukelberger E, Atiye T, Mamo JA, Hoevenaars K, Galiano F, Figoli A, Gabriele B, Mancuso R, Nakyewa P, Akello F, OtimR Mbilingi B, Adhiambo SC, Lanta D, Musambyah M, Hoinkis J. Membrane bioreactor–treated domestic wastewater for sustainable reuse in the lake victoria region. Integr Environ Assess Manag.2020;00:1-13.
- Tiana JY, Lianga H, Li X, You SJ, Tian S, Li GB. Membrane coagulation bioreactor (MCBR) for drinking water treatment. Water Res. 2008;42:3910-3920.
- Wonga LY, Nga CA, Bashira MJK, Kooa CK, Humaira N. Enhancement of membrane fouling control in hybrid aerobic membrane bioreactor system for domestic wastewater application: effect of alum concentration, Procedia Eng. 2016;148:726-734.
- Boykin JC, Soerens TS, Siebenmorgen TJ. Treatment of rice cooker wastewater and recovery of by-products by membrane microfiltration. Appl Eng Agric;2005;21:689-694.
- Fu DF, Kai H, Singh RP, Joel J, Ducoste, AM. Enhanced nitrogen removal by rice husk amended dynamic membrane bioreactors ASCE. J. Environ. Eng, ASCE, ISSN 0733-9372/04014035.
- Sayanthan S, Thusyanthy Y. Rice parboiling and effluent treatment models; a review. Int J Agric Sci. 2018;4:5:17-23.
- Govardhan B, Fatima S, Madhumala M, Sridhar S. Modification of used commercial reverse osmosis membranes to nanofiltration modules for the production of mineral-rich packaged drinking water. Appl Water Sci.2020;10:230.
- Sioutopoulos DC, Yiantsios SG, Karabelas AJ. Relation between fouling characteristics of ro and uf membranes in experiments with colloidal organic and inorganic species. J Membr Sci. 2010;350:62-82.
- Hoinkis J, Deowana S, Pantenb V, Figolic A, Huangd R, Driolic E. Membrane bioreactor (MBR) technology–a promising approach for industrial water reuse. Procedia Eng. 2012;11:234–241.
- Qin J, Wai M, Tao G, Kekre K, Seah H. Membrane bioreactor study for reclamation of mixed sewage mostly from industrial sources. Sep Purif Technol. 2007;11:296–300.
- Shi TF, Wei J, An LJ, Li BY. Molecular dynamics simulation of sub-transition for polyethersulfone, Macromol Theor Simul. 2001;10:232–236.
- Venkataswamy B, Madhumala M, Prakasham RS, Sridhar S. Processing of biscuit industrial effluent using thin-film composite nanofiltration membrane. Des Monomer Polym.2016;19:1:47–55.
Table 1 Feed and permeate characteristics of RGW effluent treated by HF-UF membrane at 30 ˚C and 80 ˚C of feed temperature.
|
Parameter |
Feed |
Permeate at 30 °C |
Permeate at 80 °C |
|
pH |
4.85 |
3.34 |
4.60 |
|
TDS (mgL-1) |
67,392 |
56,330 |
62,330 |
|
Turbidity (FAU) |
1,500 |
1,200 |
1,325 |
|
Conductivity (mScm-1) |
105.3 |
84.3 |
34.3 |
|
COD (mgL-1) |
28,000 |
20,000 |
24,000 |
Table 2 Feed and permeate parameters of RGW processed by various coagulants integrated HF-UF system.
|
Type of coagulation + UF |
TDS (mgL-1) |
Turbidity (FAU) |
pH |
Conductivity (mScm-1) |
COD (mgL-1) |
Color (Pt-Co) |
|
RGW at 30 °C of feed temperature |
67,392 |
1,500 |
4.85 |
105.3 |
28,000 |
Milky White |
|
HCl + HF-UF |
8,512 |
4 |
1.61 |
13.3 |
20,000 |
- |
|
Ethanol + HF-UF |
42,880 |
1 |
3.34 |
67.4 |
13,000 |
- |
|
Methanol + HF-UF |
4,200 |
70 |
7.23 |
6.528 |
6,000 |
- |
Table 3 List of items, materials, and capital cost
|
S. No |
Item |
Specifications |
Material |
Qty. (No's) |
Total Cost (INR) |
Total Cost USD |
|
|
1 |
Feed tank |
2000 L |
Plastic |
1 |
10500 |
138.16 |
|
|
2 |
Feed pump |
1 HP |
Nil |
1 |
3500 |
46.05 |
|
|
3 |
Skid |
1000 LPH plant |
SS |
1 |
2500 |
32.89 |
|
|
4 |
Multiport valve |
Nil |
Nil |
1 |
950 |
12.50 |
|
|
5 |
Pressure vessel |
3m long |
FRP |
1 |
2800 |
36.84 |
|
|
6 |
Sand (Bag) |
Nil |
Granular |
1 |
250 |
3.29 |
|
|
7 |
Carbon (Bag) |
Nil |
Granulated |
1 |
450 |
5.92 |
|
|
8 |
Jumbo pre-filter |
Nil |
Thread |
2 |
600 |
7.89 |
|
|
9 |
Jumbo pre-filter housing |
Nil |
Nil |
2 |
800 |
10.53 |
|
|
10 |
Bioreactor unit |
Nil |
Polyacrylic |
1 |
300000 |
3947.37 |
|
|
11 |
High-pressure pump |
1.5 HP |
SS |
1 |
17000 |
223.68 |
|
|
12 |
Membrane housing |
1m long |
Nil |
4 |
8800 |
115.79 |
|
|
13 |
Membrane module |
4"dia × 40" long |
UF |
4 |
46000 |
605.26 |
|
|
14 |
Control panel |
Nil |
SS |
1 |
5800 |
76.32 |
|
|
15 |
Flowmeter |
Nil |
Nil |
2 |
1300 |
17.11 |
|
|
16 |
Pressure gauge |
Nil |
Nil |
1 |
725 |
9.54 |
|
|
17 |
TDS meter |
Nil |
Nil |
1 |
1200 |
15.79 |
|
|
18 |
Permeate tank |
1000 |
Plastic |
1 |
7000 |
92.11 |
|
|
19 |
Dosing pump |
0.025 HP |
Nil |
1 |
4500 |
59.21 |
|
|
20 |
Piping (lot) |
Nil |
CPVC |
1 |
5500 |
72.37 |
|
|
Total |
420175 |
5528.62 |
Table 4 Operation and maintenance cost of the UF system
|
Cost of component |
MBR |
|
Feed capacity (Lph) |
1000 |
|
Permeate capacity (Lph) |
550 |
|
% Recovery |
0.55 |
|
Operating cost |
|
|
Membrane module replacement cost |
|
|
No. of membrane modules (4" x 40" long) |
4 |
|
Price per membrane module (USD) |
151.32 |
|
Total membrane module replacement cost (USD) |
605.28 |
|
Duration of replacement (years) |
3 |
|
No. of working hours per day |
15 |
|
Cost/h (USD) |
0.037 |
|
Cartridge replacement cost |
|
|
No. of cartridges |
2 |
|
Price per cartridge (USD) |
3.95 |
|
Total cartridge replacement (USD) |
7.9 |
|
Duration of replacement (days) |
30 |
|
No. of working hours per day |
15 |
|
Cost/h (USD) |
0.018 |
|
Power cost |
|
|
Feed pump (kW) |
0.745 |
|
High-pressure pump (kW) |
1.12 |
|
Dosing system (kW) |
0.02 |
|
Total power consumption (kW) |
1.885 |
|
Total power cost (USD) (@Rs 6 unit) |
0.15 |
|
Chemical consumption |
|
|
Anti-scalant dosing (ppm) |
5 |
|
Dosage (Lh-1) |
0.01 |
|
Cost/L (USD) |
2.105 |
|
Cost/h (USD) |
0.021 |
|
CIP chemicals (Citric acid, EDTA, NaOH) |
|
|
Frequency (days) |
7 |
|
Hourly cost of cleaning chemicals (USD) |
0.028 |
|
Total cost of CIP per hour (USD) |
0.049 |
|
Labor cost per hour (USD) |
0.29 |
|
Total operating cost per hour (USD) |
0.542 |
|
Total operating cost per year (USD) |
3957.84 |
|
Depreciation cost (assuming 10% of capital cost) (USD) |
772 |
|
Interest (10% of capital cost) (USD) |
772 |
|
Total cost per year (USD) |
5501.84 |
|
Permeate |
|
|
Quantity (Lph) |
550 |
|
Operation time (h) |
15 |
|
Quantity of permeate generated in 1 year (Lyr-1) |
3,011,250 |
|
Cost of permeate per liter (USD) |
0.00183 |
|
Cost of permeate per liter (Paisa) |
12.42 |
|
If sold at 2.5 × 10−3 USD per liter, then |
7528.125 |
|
Annual profit (USD) |
2026.29 |
|
Payback period (years) |
2.72 |
PVA – Polyethersulfone, PVA -Polyvinyl alcohol, GA - glutaraldehyde
Scheme 1 and 2 are available in the Supplementary Files
- graphicalabstract.png
Graphical Abstract
- Scheme1.png
Scheme 1: Possible reaction mechanism in formation of HF-UF membrane.
- Scheme2.png
Scheme 2: Overall process flow diagram for RGW treatment.
{kind=link}
{kind=link}
{kind=link}