3.1 Characterization of glycerol samples
Due to high pH and room-temperature insolubility, crude glycerol is unsuitable for direct use in fermentation media (Tan et al. 2018). Several pretreatments were therefore introduced to get rid of its contaminants. Table 1 presents the physicochemical properties of pure and crude glycerol, and the pretreated glycerol.
Table 1
Physicochemical properties of different types of glycerol.
| Properties | Pure glycerol | Crude glycerol | Pretreated glycerol |
|---|
| pH | 7.09 ± 0.02 | 11.64 ± 0.02 | 6.96 ± 0.01 |
| Density (g/cm3) | 1.26 ± 0.00 | 1.22 ± 0.00 | 1.24 ± 0.00 |
| Moisture (% w/w) | 1.56 ± 0.40 | 6.49 ± 0.19 | 11.18 ± 0.01 |
| Ash (% w/w) | N.D. | 3.70 ± 0.02 | 3.81 ± 0.02 |
| Glycerol content (% w/w) | 99.50 ± 0.00 | 75.52 ± 0.38 | 85.60 ± 0.44 |
| Soap (% w/w) | N.D. | 21.23 ± 0.13 | N.D. |
| FFAs (% w/w) | N.D. | N.D. | 0.05 ± 0.00 |
| Total composition | 101.06 | 106.94 | 100.64 |
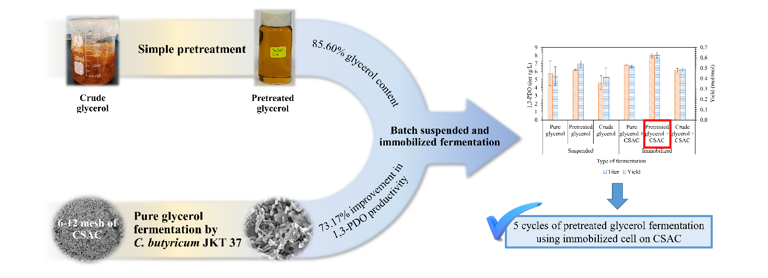
Crude glycerol has a high pH of 11.64 and around 75.52% of glycerol content; its alkaline nature and impurities content (e.g. soaps, and FFAs) make it inappropriate to be directly used as a carbon source in microbial fermentation. The high pH is due to the use of alkali catalysts in the transesterification process of biodiesel production. Hence, pretreatment was implemented to increase the glycerol content and remove the contaminants. Through acidification, 21.23% of soap in crude glycerol was converted into FFAs, which were later removed through microfiltration and then neutralization using KOH. The pretreated glycerol contains 85.60% glycerol and 0.05% FFAs, indicating a significant removal of soap. The pretreated glycerol has a final pH of 6.96, which is close to the optimum pH for fermentation, where the final density was higher than that of crude glycerol owing to the removal of soaps. The increase in moisture content (4.69%) of the pretreated glycerol is due to water production during the neutralization process. Ash in the crude and pretreated glycerol, which are 3.70% and 3.81%, respectively, is produced mainly by the KOH catalyst used during the transesterification or biodiesel process (Nanda et al. 2014).
3.2 Cell density improvement by immobilized C. butyricum JKT 37
Improvements in cell density by immobilized C. butyricum JKT 37 were evaluated using four mesh sizes of the solid supports of CSAC with the respective characteristics shown in Table 2.
Table 2
Characteristics of CSAC at different mesh sizes.
| | CSAC mesh sizes |
|---|
| Characteristics | 6–12 | 10–20 | 20–40 | 60–100 |
|---|
| BET surface area (m2/g) | 748.42 | 791.00 | 1059.57 | 864.95 |
| Micropore area (m2/g) | 665.51 | 675.48 | 878.51 | 685.43 |
| Total pore volume (cm3/g) | 0.32 | 0.35 | 0.45 | 0.40 |
| Micropore volume (cm3/g) | 0.26 | 0.27 | 0.35 | 0.27 |
| Proportion of micropore volume (%) | 81.25 | 77.14 | 77.78 | 67.50 |
| Pore diameter (nm) | 1.68 | 1.76 | 1.70 | 1.85 |
The BET-surface area increases when particle size decreases except for the CSAC of 60–100 mesh. This phenomenon is similar to the study of Hodson (1998), Zareba et al. (2016), and Zhang et al. (2017) where the BET-surface area is nearly independent of the particle size but mesopores and/or macropores become more dominant as size decreases. As shown in Table 2, all mesh sizes of CSAC have a higher volume of wide micropores and the existence of small mesopores, as indicated by a high proportion of micropore volume (approximately 68–83% of total pore volume) (Hidayu et al. 2013). The average pore type of CSAC is microporous and mesoporous. The pore diameter for the studied CSAC mesh sizes in this research ranges from 1.68 nm to 1.85 nm, as analyzed using the BET method. In general, smaller carrier pores might experience clogging issues when there is concentrated flow or cell buildup despite having a larger surface area. The transfer of nutrients from the pores to the cells would be restricted (Woo et al. 2022). A greater pore size or a higher proportion of mesopores might hinder the attachment of microbes as the high shear force does not encourage easy colonization (Jamali et al. 2017). Even though the highly porous structure and high surface area of CSAC represent the ability of cell retention, the differences in surface area, pore volume, and pore diameter at each carrier cause certain limitations in the immobilization such as the limited mass transfer of nutrients into pores, cell leaching, and clogging.
Since the formation of 1,3-PDO is growth-associated, the increase in cell concentration indicates improved cell growth, enabling a higher rate of 1,3-PDO produced during fermentation. A successful immobilization can be represented by the enhanced DCW and cell density improvement. Figure 1 illustrates the cell density improvement using solid supports at varying mesh sizes. The DCW of the suspended C. butyricum JKT 37 without solid supports was 2.29 ± 0.21 g/L.
Using cell density achieved in the suspended fermentation as the basis or control, the improvement in density of the immobilized cells at different CSAC mesh size was determined. According to the bar chart in Fig. 1, the cell density improvement decreased from 94.43–52.54% when the mesh sizes of CSAC increased from 6–12 mesh (largest) to 60–100 mesh (smallest). This can be attributed to the smallest pore size of the 6–12 mesh solid support. As mentioned earlier in this section, despite having higher surface area, the three larger mesh and pore sizes of CSAC (10–20, 20–40, and 60–100), encountered a lower cell density improvement owing to the higher energy collision between the cells to the carrier surface. A similar phenomenon was observed in a study by Jamali et al. (2017) where they reported a lower degree of cell growth using larger pore sizes (1.06–1.09 nm) of the solid support. The smallest pore diameter (1.68 mm) and highest micropore volume proportion (81.25%) of 6–12 mesh CSAC used in this study is optimal to immobilize bacteria effectively, hence this mesh size was selected in the subsequent study of fermentation performance to maximize the cell density.
3.4 Surface morphology visualization of immobilized C. butyricum JKT 37 on CSAC
FESEM was applied to provide visual insights into the surface morphology and microstructure of CSAC as a cell carrier before and after immobilization. Figure 2 (a) represents the FESEM image of raw CSAC that is irregular and highly porous. This postulates that numerous holes and cavities can serve as the space for bacterial growth and protection from the environment, particularly, the fermentation broth.
There are three possible mechanisms of the cell adsorption, which are cell aggregation, adsorption on the solid surface via hydrogen, covalent, ionic bonding and cell-matrix hydrophobic interaction, and lastly adsorption in the carriers’ cavities and colony development in macropores (Agudelo Escobar et al. 2012; Anita et al. 2016). FESEM images have confirmed the immobilization of C. butyricum JKT 37 on/into the CSAC through the adsorption mechanism. Figure 2 (b) and (c) are close-up views of CSAC, which depict the presence of pores and crevices, the intrinsic features of CSAC that serve as the spaces for cell growth. Figures 2 (d) and (e) captured by FESEM revealed the impregnated CSAC after immobilization, where the rod-shaped C. butyricum JKT 37 attached to the rough surfaces and grown within the crevices of porous CSAC. Each cell has an average diameter and length of 0.5 µm and 2–3 µm respectively (Zhou et al. 2018). Hence, the bacteria can move and grow in the crevices and even infiltrate the small pores of CSAC. The cells tend to form chain-like structures or interspersed within the CSAC.
Based on Fig. 2 (f), the formation of an extracellular component (thin white thread) between C. butyricum JKT 37 bacteria and CSAC surface was observed through FESEM, implying the successful immobilization of Clostridium spp. on the support carriers. The porous structure of CSAC helps to maintain cell vitality and allows microbial colonization.
3.5 Fermentation of pure glycerol fermentation by suspended and immobilized C. butyricum JKT 37
To assess the fermentation performance of the immobilized cell, batch fermentation of the pure glycerol in both the suspended and immobilized cell on CSAC to produce 1,3-PDO production, were conducted and compared. The kinetic parameters of the fermentation are tabulated in Table 3.
Table 3
Kinetics parameters of the batch fermentation of suspended and immobilized cells using pure glycerol at 9 h.
| Fermentation | Suspended cells | Immobilized cells |
|---|
| Glycerol consumed (g/L) | 9.22 ± 0.10 | 15.09 ± 0.09 |
| 1,3-PDO (g/L) | 3.73 ± 0.62 | 6.40 ± 0.88 |
| Acetic acid (g/L) | 0.97 ± 0.16 | 1.03 ± 0.35 |
| Butyric acid (g/L) | 1.09 ± 0.05 | 1.02 ± 0.04 |
| AA/BA ratio | 0.89 | 1.02 |
| Glycerol utilization efficiency (%) | 51.95 ± 0.02 | 97.20 ± 0.01 |
| \({\varvec{R}}_{\varvec{S}}\) (g/L.h) | 1.02 ± 0.01 | 1.68 ± 0.01 |
| \({\varvec{Y}}_{\varvec{P}/\varvec{S}}\) (mol/mol) | 0.46 ± 0.12 | 0.51 ± 0.07 |
| \({\varvec{R}}_{\varvec{p}}\) (g/L.h) | 0.41 ± 0.07 | 0.71 ± 0.18 |
The time course profile of both suspended and immobilized systems under the same conditions is presented in Fig. 3 which exhibits the residual glycerol and metabolite concentrations.
The utilization efficiency of glycerol by the immobilized cells reached 97.20% at 9 h, elucidating a faster fermentation speed with an accelerated substrate consumption rate due to the higher cell growth. At 9 h of fermentation as assisted by the immobilized cells, there was almost no residual glycerol found in the broth with a high consumption rate of glycerol (1.68 ± 0.01 g/L.h). In contrast, the suspended cell fermentation was left with a high concentration of residue glycerol (9.22 ± 0.10 g/L) that was consumed at a low rate of 1.02 ± 0.01 g/L.h when the fermentation was carried out after 9 h. A higher concentration of of 1,3-PDO (6.40 ± 0.88 g/L) was achieved by immobilized cell fermentation with a molar yield of 0.51 ± 0.07 mol/mol, which was higher than the suspended cell system (3.73 ± 0.62 g/L, 0.46 ± 0.12 mol/mol) as shown in Table 3. Moreover, the 1,3-PDO productivity of the CSAC immobilized cell system was 0.71 ± 0.18 g/L.h, i.e. 1.71 times higher than that in the suspended cell culture. It can be concluded that cell immobilization had augmented the productivity and accelerated product production rate, which has greatly reduced the fermentation time. With the immobilization verification of FESEM images, a favorable extracellular microenvironment in CSAC has promoted cell proliferation and adsorption, subsequently ameliorating the fermentation performance.
3.6 Fermentation of different glycerol by suspended and immobilized C. butyricum JKT 37
The pure, biodiesel-derived crude and pretreated glycerol was used as the carbon source in the respective batch fermentation to compare the performance of the immobilized C. butyricum JKT 37. CSAC was incorporated into the fermentation as the immobilizer to enhance cell density. Table 4 summarizes the fermentation results of both the suspended and immobilized cell fermentation using three types of glycerol after 24 h.
Table 4
Experimental results of suspended and immobilized fermentation using different types of glycerol at 24 h.
| Fermentation | Suspended | Immobilized |
|---|
| Glycerol | Pure | Crude | Pretreated | Pure | Crude | Pretreated |
|---|
| Initial glycerol (g/L) | 18.46 ± 0.44 | 20.00 ± 0.20 | 19.55 ± 0.65 | 15.21 ± 0.09 | 15.86 ± 0.34 | 16.07 ± 0.13 |
| 1,3-PDO (g/L) | 5.42 ± 1.17 | 5.31 ± 1.15 | 6.94 ± 0.41 | 6.59 ± 0.15 | 6.28 ± 0.28 | 8.04 ± 0.34 |
| Acetic acid (AA) (g/L) | 0.54 ± 0.13 | 0.58 ± 0.05 | 0.67 ± 0.03 | 1.07 ± 0.02 | 1.10 ± 0.02 | 1.35 ± 0.20 |
| Butyric acid (BA) (g/L) | 2.92 ± 0.64 | 2.60 ± 0.72 | 3.32 ± 0.58 | 1.37 ± 0.17 | 1.16 ± 0.16 | 1.47 ± 0.12 |
| Total acids (AA + BA) (g/L) | 3.46 ± 0.78 | 3.17 ± 0.77 | 4.00 ± 0.55 | 2.44 ± 0.19 | 2.27 ± 0.19 | 2.81 ± 0.09 |
| AA/BA ratio | 0.19 | 0.22 | 0.20 | 0.78 | 0.95 | 0.92 |
| Glycerol utilization efficiency (%) | 79.93 ± 1.99 | 90.68 ± 0.20 | 86.62 ± 2.89 | 99.33 ± 0.67 | 99.24 ± 0.76 | 99.06 ± 0.97 |
| \({Y}_{P/S}\) (mol/mol) | 0.45 ± 0.09 | 0.36 ± 0.04 | 0.48 ± 0.02 | 0.53 ± 0.01 | 0.48 ± 0.03 | 0.62 ± 0.02 |
| Final pH | 5.24 ± 0.04 | 5.21 ± 0.01 | 5.23 ± 0.01 | 6.08 ± 0.03 | 6.03 ± 0.02 | 6.02 ± 0.09 |
Suspended cell fermentation of the pretreated glycerol achieved a higher titer (6.94 ± 0.41 g/L) and yield (0.48 ± 0.02 mol/mol) of 1,3-PDO as compared to the other two fermentation using pure and crude glycerol as the substrate. After applying immobilized cells on CSAC, the fermentation of the pretreated glycerol achieved an even higher titer (8.04 ± 0.34 g/L) and yield (0.62 ± 0.02 mol/mol) than the other two fermentation batches with pure and crude glycerol.
Suspended cell fermentation of the crude glycerol achieved the lowest titer (5.31 ± 1.15 g/L) of 1,3-PDO possibly due to the contaminants in the crude glycerol, e.g. soap, salts and/or MONG. The respective low yield (0.36 ± 0.04 mol/mol) obtained reveals the significant inhibitory potential of the crude glycerol in microbial fermentation using crude glycerol as the substrate. The double bond in soap may be the inhibitor influencing the growth behavior of the bacteria (Wang et al. 2019). The high amount of soap in the crude glycerol (Table 1) induced a negative impact on bacterial growth and assimilation, which resulted in a low 1,3-PDO yield, similar to the study of Laura et al. (2020) which used crude glycerol containing around 22.29% (w/w) of soap. Gram-positive bacteria such as Clostridium spp. are generally more susceptible to crude glycerol (Chatzifragkou et al. 2010; Moon et al. 2010). The presence of impurities would be likely to exert inhibitory activity over 1,3-PDO synthesis by Clostridium species. This phenomenon aligns with the previously reported work (Loureiro-Pinto et al. 2016).
Nearly 100% of glycerol consumption was observed when adopting CSAC as a bacterial immobilizer in the fermentation of pure, pretreated, crude glycerol at 12 h of the fermentation. However, the suspended cell fermentation had a lower glycerol utilization efficiency, ranging from 80 to 91%, than the immobilized cell system (99+%) after 24 h fermentation. It implies that fermentation occurs more quickly in the biofilm of the immobilization cultures than in the suspended cell cultures. The high availability of biomass has likely accelerated the rate of substrate consumption and the cell protection provided by CSAC from harsh environments, such as acids produced during fermentation.
The bioproduction of 1,3-PDO from glycerol accompanies the formation of side products where the major metabolites produced after fermentation is butyric acid, followed by acetic acid. A lower acetate/butyrate ratio was discovered for the suspended cell system, which indicated a lower ATP yield (Tan et al. 2018). Thus, less energy is present for microbial growth, and consequently, the glycerol fermentation is affected. The total acids produced by the immobilized cell system are lesser than those produced by suspended cell cultivation; hence, the final pH of fermentation broth for the former is higher that of the latter as shown in Table 4. A higher acetate/butyrate ratio was found in immobilized systems is an indicator of faster microbial growth. It can be deduced that the rapid biomass growth demanded more ATP and thus, formation of acetic acid was triggered to produce more energy instead of the butyric acid pathway (Gungormusler-Yilmaz et al. 2014). The accumulation of weak organic acids resulted in an increased concentration of hydrogen ions around and inside the cell, which demands a large amount of energy to eradicate the ions from the cell by proton pumps (Szymanowska-Powalowska 2014). This implies the production of excessive organic acids will affect cell growth and inhibit the product yield, as observed in this study.
By comparing the suspended cell fermentation of different substrates, the 1,3-PDO titer and yield of pretreated glycerol are the highest, followed by pure glycerol and crude glycerol as shown in Fig. 4. The trend is similar when comparing the 1,3-PDO titer and yield of CSAC-immobilized cell fermentation using different types of glycerol. Notably, enhanced performance in 1,3-PDO production with pretreated glycerol was observed in both suspended and immobilized cells, as shown in Fig. 4. This elucidates that the simple pretreatment applied to crude glycerol removed most of the impurities, and subsequently, the pretreated glycerol can serve as a suitable feedstock in another biorefinery process. Fermentation using pretreated glycerol gave a better molar yield than pure glycerol for both suspended and immobilized cell fermentation, with 6.67% and 16.98% of improvement, respectively, where a similar phenomenon was observed in the study by Tan et al. (2018). This could be ascribed to the presence of phosphates originally in raw glycerol and salts (NaCl and KCl) after pretreatment (Yang et al. 2017). These components might act as buffer pH medium in the early stages of the fermentation, ultimately enhancing growth, substrate uptake, and production rates of 1.3-PDO (Rodriguez et al. 2016).
The adoption of CSAC as the supporting material in the fermentation of crude glycerol has elevated its titer and yield by 1.18- and 1.32-fold, respectively, as compared to its suspended cell cultivation. Both the titer and yield (6.28 ± 0.28 g/L, 0.48 ± 0.03 mol/mol) obtained are higher than that of the suspended cell fermentation with pure glycerol which is 5.42 ± 1.17 g/L and 0.45 ± 0.09 mol/mol, respectively. This revealed that the immobilizer might act as a shield for the cells, making it more tolerable to environment perturbation, which leads to glycerol consumption with minimum inhibition caused by the impurities. The composition of contaminants in the crude glycerol differs among different biodiesel manufacturers which may be affected by different oil types, catalysts, alcohols, and specialized biodiesel technologies. Therefore, the quality of the crude glycerol has a significant impact on the robustness of the fermentation performance. With the implementation of CSAC as support material, the 1,3-PDO titer and molar yield of all types of substrates were augmented from their respective suspended cell system.
3.7 Determination of optimum 1,3-PDO yield from different initial substrate concentration
The typical initial substrate concentration ranged from 20 to 60 g/L; 60 g/L of glycerol concentration is recommended in several studies to maintain the bacterial activity and prevent inhibition of 1,3-PDO production (Suratago et al. 2012; Yen et al. 2014). The initial substrate concentration ranging from 20 to 60 g/L was tested to prevent substrate inhibition and at the same time to determine the optimum 1,3-PDO yield. As the initial substrate concentration increased, the titer of 1,3-PDO also elevated, according to Table 5 and Fig. 5. This phenomenon illustrates that no inhibitory effect was observed in the fermentation by C. butyricum JKT 37 using glycerol concentration between 20 g/L to 60 g/L. A similar trend of the effect of substrate concentration towards the fermentation performance was observed in Yang et al. (2017), where the critical substrate concentration of 40 g/L was the same in this study. Nonetheless, the 1,3-PDO yield increased from 0.44 ± 0.00 mol/mol to 0.63 ± 0.01 mol/mol when the initial glycerol concentration increased from 20 g/L to 40 g/L in this study, and eventually dropped to 0.57 mol/mol when higher substrate concentrations were applied as illustrated in Fig. 5. Hence, the highest yield (0.63 mol/mol) was observed with an initial substrate concentration of 40 g/L, whereas the highest titer (23.28 ± 1.52 g/L) was obtained by an initial glycerol concentration of 60 g/L. However, the residual glycerol concentration after fermentation increased along with the increase of initial substrate concentration in the medium. This elucidates that supplying more glycerol did not further enhance the 1,3-PDO yield even though its titer was improved. The total acids produced (AA + BA) were observed in an increasing trend (Table 5) with the increase in glycerol concentration, except for the glycerol concentration of 60 g/L. In the view of 1,3-PDO/(AA + BA) ratio, 30 g/L of initial glycerol concentration has the value of 2.99, which indicates a higher production of 1,3-PDO as compared to the total organic acids, followed by the substrate concentration of 40 g/L with the value of 2.86. Regardless of the relatively higher major product-to-byproducts ratio of 60 g/L glycerol, it had the lowest substrate consumption and 1,3-PDO yield. Moreover, based on Table 5, 30g/L glycerol had the highest ratio of 1,3-PDO to butyric acid, with a value of 5.04 among the other glycerol concentrations. Hence, the substrate concentration used in repeated batch cultivation was maintained in the range of 30 g/L to 40 g/L to ensure the maximum 1,3-PDO yield to reduce the cost of raw material.
Table 5
Experimental results of batch fermentation by C. butyricum JKT 37 at various initial glycerol concentrations at 24 h.
| Initial glycerol concentration (g/L) | 20 | 30 | 40 | 50 | 60 |
|---|
| Residual glycerol (g/L) | 0.84 ± 0.03 | 1.39 ± 0.05 | 2.81 ± 0.30 | 4.40 ± 0.29 | 8.85 ± 0.66 |
| Glycerol utilization efficiency (%) | 95.93 | 95.39 | 92.86 | 91.20 | 84.89 |
| 1,3-PDO (g/L) | 6.94 ± 0.29 | 14.58 ± 0.05 | 18.95 ± 0.11 | 21.57 ± 0.43 | 23.28 ± 1.52 |
| \({\varvec{Y}}_{\varvec{P}/\varvec{S}}\) (mol/mol) | 0.44 ± 0.00 | 0.61 ± 0.00 | 0.63 ± 0.01 | 0.57 ± 0.01 | 0.57 ± 0.02 |
| Acetic acid (g/L) | 1.53 ± 0.17 | 1.98 ± 0.16 | 2.16 ± 0.07 | 2.33 ± 0.00 | 1.92 ± 0.01 |
| Butyric acid (g/L) | 1.61 ± 0.54 | 2.89 ± 0.27 | 4.47 ± 0.20 | 6.37 ± 0.15 | 5.75 ± 0.17 |
| AA + BA (g/L) | 3.14 | 4.87 | 6.62 | 8.70 | 7.67 |
| 1,3-PDO/(AA + BA) ratio | 2.21 | 2.99 | 2.86 | 2.48 | 3.04 |
| 1,3-PDO/BA ratio | 4.31 | 5.04 | 4.24 | 3.39 | 4.05 |
3.8 Reusability study of the immobilized C. butyricum JKT 37
The reusability and stability of immobilized C. butyricum JKT 37 on CSAC were studied through five repeated batch fermentation carried out within 120 h, and the experimental results are summarized in Table 6.
Table 6
Reusability study of the immobilized C. butyricum JKT 37 by five batches of repeated fermentation.
| Number of repeated batch | 1 | 2 | 3 | 4 | 5 |
|---|
| Initial glycerol concentration (g/L) | 34.31 ± 0.27 | 35.14 ± 0.52 | 33.08 ± 0.38 | 31.68 ± 0.75 | 32.17 ± 0.60 |
| Residual glycerol concentration (g/L) | 0.33 ± 0.02 | 0.24 ± 0.00 | 0.00 ± 0.00 | 0.00 ± 0.00 | 0.00 ± 0.00 |
| Glycerol utilization efficiency (%) | 99.03 | 99.31 | 100.00 | 100.00 | 100.00 |
| 1,3-PDO (g/L) | 17.45 ± 0.42 | 15.83 ± 0.36 | 16.38 ± 0.62 | 15.91 ± 1.37 | 16.42 ± 0.10 |
| \({\varvec{Y}}_{\varvec{P}/\varvec{S}}\)(mol/mol) | 0.62 ± 0.01 | 0.55 ± 0.00 | 0.60 ± 0.02 | 0.61 ± 0.04 | 0.62 ± 0.01 |
| \({\varvec{R}}_{\varvec{p}}\) (g/L.h) | 0.73 ± 0.02 | 0.66 ± 0.02 | 0.68 ± 0.03 | 0.66 ± 0.06 | 0.68 ± 0.00 |
| Acetic acid (g/L) | 1.45 ± 0.18 | 0.75 ± 0.01 | 0.77 ± 0.01 | 0.70 ± 0.04 | 0.69 ± 0.07 |
| Butyric acid (g/L) | 1.60 ± 0.06 | 2.25 ± 0.34 | 2.07 ± 0.17 | 1.90 ± 0.06 | 1.75 ± 0.07 |
| Total acids (g/L) | 3.05 ± 0.12 | 3.00 ± 0.33 | 2.84 ± 0.18 | 2.61 ± 0.02 | 2.40 ± 0.09 |
| 1,3-PDO/AA + BA ratio | 5.73 | 5.27 | 5.77 | 6.10 | 6.72 |
The initial glycerol concentration was maintained between 30 g/L to 40 g/L to ensure the maximum 1,3-PDO yield, as demonstrated by the previous section of the study. The glycerol utilization efficiency increases from the first cycle until a complete consumption of glycerol is observed, starting from the third to fifth cultivations. Figure 6 outlines the final titer, yield, and productivity of 1,3-PDO during the repeated batch fermentation with CSAC immobilized C. butyricum JKT 37 using pretreated glycerol. Figure 6 shows that the 1,3-PDO yields and productivities were stable, and no decreasing trends were observed in the repeated batch immobilized fermentation. However, the reduced 1,3-PDO yield in the subsequent cycles was observed in the study of Yang et al. (2017) who used alginate beads for cell immobilization. The average 1,3-PDO titer, yield, and productivity of the five repeated batch immobilized cultivations are 16.40 ± 0.58 g/L, 0.60 ± 0.03 mol/mol, and 0.68 ± 0.02 g/L.h.
Based on Table 6, the final concentration of acetic acid and butyric acid in the first cycle of batch culture was 1.45 ± 0.18 g/L and 1.60 ± 0.06 g/L respectively, producing similar yields. However, the accumulation of butyric acid was approximately two times higher than acetic acid, starting from the second cycle to the fifth cycle of repeated batch fermentation. It is likely that the increase in butyrate was another way to recycle or consume NADH while the energy requirements were stable or lower. In other words, NADH released from both oxidative pathways and biomass synthesis were used in the formation of 1,3-PDO and other pathways during each fermentation cycle to maintain the overall redox balance (Gungormusler-Yilmaz et al. 2014; Zhang et al. 2018). This scenario was verified by the gradual increase of the ratio of 1,3-PDO to the total organic acids produced (1,3-PDO/AA + BA) from the first to the fifth cycle of repeated batch immobilized fermentation, suggesting the desirable shift to reductive pathway metabolic pathway in producing 1,3-PDO (Khanna et al. 2013). Furthermore, a decreasing trend was observed for the accumulation of total organic acids from the first to fifth run of repeated batch immobilized fermentation. As such, it could be deduced that there is no reduction in immobilized cell mass throughout the five repeated batch cultivation, evidenced by the reduction in byproduct formation and the increased ratio of 1,3-PDO/(AA + BA) (Yang et al. 2017).
The nature of the carrier serves as the protective agent of the cell against harsh conditions such as pH, temperature, solvents, or even heavy metal in the medium (Gungormusler-Yilmaz et al. 2016). Hence, the metabolic pathway of the bacteria during fermentation will be shifted towards the reductive branch, ensuring the stable production of 1,3-PDO regardless of the high concentration of substrate and metabolites. The development of biofilm by C. butyricum JKT 37, as observed in the FESEM image protects the cells from environmental stresses, resulting in enhanced cell tolerance and 1,3-PDO production (Gungormusler-Yilmaz et al. 2016). Immobilized C. butyricum JKT 37 on CSAC showed a significant improvement even on serum bottle batch fermentation as it can achieve a competitive 1,3-PDO yield of 0.62 mol/mol, normally reported within 0.39–0.65 mol/mol in the literature (Drożdżyńska et al. 2014; Lan et al. 2021; Laura et al. 2020; Zabed et al. 2019). The immobilization of C butyricum JKT 37 is a promising strategy that allows intensification of downstream processing due to the easy removal of the immobilized biomass from the fermentation medium. Further scale-up study of the bioreactor with the better-controlled system can elevate the fermentation performance of 1,3-PDO synthesis through cell immobilization.
{kind=link}