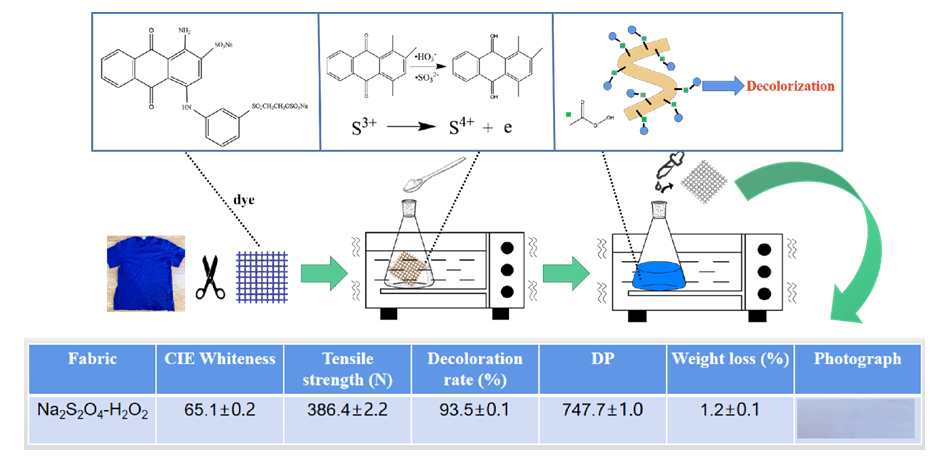
Shorter fashion cycles have led to the rapid accumulation of unwanted and waste textiles. Compared to light-coloured textiles, the dark-coloured ones are more difficult to recycle and reuse, and their incineration and landfilling have negative environmental consequences. A technology that sufficiently decolorizes these textiles without causing major damage to their structure and properties is therefore useful. In this study, a waste cotton fabric containing vinyl sulfone reactive dyes was subjected to chemical treatments with different oxidants and/or reducing agent. The effects of various treatments on the fabric’s coloration and mechanical properties were compared. The two-step treatment using first Na2S2O4 and then H2O2 showed the best performance, achieving a CIE whiteness index of 65.1, 19.3% tensile strength loss, 1.8% weight loss, 93.5% decolouration rate, and a degree of polymerization of 747.7. A mechanism was proposed to explain the synergistic decolorization process.
Research Article
WITHDRAWN: Effects of Various Decolorizing Agents on Waste Cotton Fabric Dyed with Reactive Dyes
https://doi.org/10.21203/rs.3.rs-825378/v1
This work is licensed under a CC BY 4.0 License
Version 1
posted
You are reading this older preprint version
The full text of this preprint has been withdrawn by the authors while they make corrections to the work. Therefore, the authors do not wish this work to be cited as a reference. Questions should be directed to the corresponding author.
Editorial notes are used to provide important context regarding the topic of a preprint or to alert readers to potential issues concerning that preprint or a downstream publication associated with it. For more information on editorial notes, see our Editorial Policies.
The growth of global population, elevated standards of living in many parts of the world, and fast fashion have led to both an increased demand for textiles and a large accumulation of related surplus/wastes (Barnes et al. 2006; Ding et al. 2018; Määttänen et al. 2021). The textile industry is now one of the major sources of wastes (Bigambo et al. 2019; Ratanakamnuan et al. 2012), producing 40 million tons of waste textiles worldwide each year (Ayed et al. 2021). Compared to incineration or landfilling(Jordan et al. 2019), reuse and recycling are the preferred ways to dispose these textiles, since they reduce the waste of resources and the environmental impact. Especially, white or light-coloured fabrics may be reused to make mops, curtains, etc. In contrast, the dark-coloured ones tend to be incinerated for electricity generation. In fact, up to 70% of all waste textiles is landfilled or incinerated every year. Developing the proper decolorization technology is therefore necessary for improving the utilization of waste textiles.
Cotton is the most common material used for coloured textiles, and more than 50% of cotton textiles are dyed with reactive dyes (Khatri et al. 2015; Tang et al. 2019). In the textile industry, reactive dyes outweigh other dyes (such as acid dyes and direct dyes), because most commercial reactive dyes allow a relatively simple dyeing process, provide bright colours, and cause less damage to the industrial equipment. Most importantly, reactive dyes have good colour fastness by bonding covalently with the active hydroxyl groups in cotton fibres (Hao et al. 2015). Hence, this study focuses on stripping reactive dyes from dark-coloured cotton fabrics.
Most early research on dye decolorization employed tap water, sodium bicarbonate, and six commercially available surfactants as detergents. However, those substances do not really separate the dye from the fibre. Hydrogen peroxide (H2O2) is a common bleaching agent that is cheap and environmentally friendly (Liu et al. 2018; Sang-Hoon Lim 2005; Tang and Sun 2017; Thompson et al. 1993; Topalovic et al. 2010). However, the harsh processing conditions such as high temperature of 90 degrees and high concentration of alkali can lead to extensive water and energy consumption as well as serious chemical damage to the textiles. As effective alternatives, low-temperature and low-alkali decolorizing methods have been proposed for decolorizing cotton (Eren et al. 2014; Jegannathan and Nielsen 2013; Ratanakamnuan et al. 2012). Still, these methods do not completely remove the colour, while they have high energy consumption, cause serious fibre damage, and generate strongly alkaline wastewater and biological pollution (Cai and Evans 2007). Therefore, a remaining crucial issue is how to effectively strip reactive dyes from cotton fabric while minimizing the unwanted effects on cotton fibre and reducing the environmental impact.
Common agents used in traditional decolorizing processes include NaClO2, NaClO, CH2O2, and NaNO3 (Farooq et al. 2013). These chemicals have many obvious disadvantages, including the emission of toxic fumes, high time and energy consumption, reduced fabric strength, and pollution. A previous study examined the reliability of a sequential acid/dithionite/peroxide treatment to strip reactive dyes from cotton (Bigambo et al. 2019). Unfortunately, H2O2 is known to oxidize the alcohol groups of cellulose. This results in a weakening or scission of the glycosidic linkages, followed by depolymerization and limited viscosity (Howitt 1956). A sodium chlorite/potassium permanganate bleaching system could effectively bleach cotton fabric (Abdel-Halim 2012). Compared to the oxidizing agents, reducing agents are also promising for decolorizing cotton fabrics while causing less material degradation, but few related studies have been reported.
In this study, we combined oxidants and reducing agents as decolorizing agents to treat post-consumer waste cotton dyed with vinyl sulfone reactive dyes. Na2S2O4, H2O2, KMnO4, and Na2S2O4-H2O2 were used as decolorizing agents, and their oxidation (reduction) effects on the colour and strength of the fabric were analysed. The decolorizing mechanism was studied by scanning electron microscopy (SEM), X-ray diffraction (XRD), Fourier transform infrared (FT-IR) spectroscopy, X-ray photoelectron spectroscopy (XPS), and degree of polymerization (DP) measurement. The optimum decolorizing process was identified based on the absorption coefficient/scattering coefficient ratio (K/S), CIE whiteness index, tensile strength, and fabric weight loss after treatment. According to the results, it is possible to obtain high decolorization efficiency and sufficient CIE whiteness while minimizing the tensile strength reduction, fabric weight loss, and waste liquid generation.
2.1 Materials
Waste cotton fabric coloured dark blue with vinyl sulfone reactive dyes (50 mm × 300 mm, weight: 120 g m−2) was obtained from the local market in China, which the dye type has been verified with the manufacturer. Hydrogen peroxide (analytical grade, 30%), sodium hydrosulphite (analytical grade, 85%), potassium permanganate (analytical grade, AR), oxalic acid (analytical grade, AR), NaOH (analytical grade, 96%), sulfuric acid (analytical grade, 98%), and Tetraacetylethylenediamine (analytical grade, 92%) were obtained from Sinopharm Chemical Reagent Co., Ltd. All other reagents were of analytical grade and used without further purification.
2.2 Methods
Two oxidation agents (H2O2 and KMnO4) and one reduction agent (Na2S2O4) were used for decolorization treatment. The four studied processes are shown in Table 1.
|
Control recipe A |
Control recipe B |
||
|---|---|---|---|
|
Na2S2O4 |
30 g/L |
H2O2 |
40 g/L |
|
Temperature |
90 ℃ |
NaOH |
20 g/L |
|
pH |
9 |
TAED |
20 g/L |
|
Temperature |
70 ℃ |
||
|
pH |
10 |
||
|
Control recipe C |
Control recipe D |
||
|
① KMnO4 |
5 owf% |
① Na2S2O4 |
30 g/L |
|
H2SO4 |
5 owf% |
Temperature |
90 ℃ |
|
Temperature |
40 ℃ |
pH |
9 |
|
pH |
5 |
||
|
② H2O2 |
40 g/L |
||
|
② H2C2O4 |
8 g/L |
NaOH |
20 g/L |
|
H2SO4 |
5 owf% |
TAED |
20 g/L |
|
Temperature |
40 ℃ |
Temperature |
70 ℃ |
|
pH |
10 |
||
The waste catton fabric were pre-cleaned to remove soluble size and dirt, and then dry for later decolorize. The decolouring process was carried out in a 100-mL Erlenmeyer flask, which was placed in a reciprocating shaker with heating for the designed treatment duration. During treatment, the fabric sample was immersed in the decolouring liquor. After the reaction, the sample was taken out, rinsed in hot water, rinsed in cold water until pH neutral, and finally dried at 25 ℃.
Recipe A and B each contains a single treatment step, while each of Recipe C and D contains two steps (KMnO4 followed by H2C2O4, and Na2S2O4 followed by H2O2, respectively). The details of Recipe D are depicted in Figure 1. The four decolorization processes all increase the decolorization time proportionally from 0-90 min.
2.3 Measurements
2.3.1 Surface analysis
The K/S values of fabric sample before and after decolorization were measured by an X-ray Rite 8400 computer colour matching instrument based on the λmax value. Each sample was folded twice to achieve opacity. The dye stripping percentage was calculated using the following equation:
$$% Stripping=\frac{K/{S}_{unstripped fabric}-K/{S}_{stripped fabric}}{K/{S}_{unstripped fabric}}\times 100$$
The CIE whiteness index was measured on a WSB-V Intelligent digital whiteness meter according to the AATCC 110-2005 standard. Each sample was measured at four different positions, and the values were averaged over three identically treated samples.
The surface morphology was studied using SEM (Tescan Vega3 - SBU) at 20.00 kV, after sputtering the samples with gold particles for 1 min.
2.3.2 Mechanical properties
The tensile strength of fabric samples was determined on a HD026PC-500 multifunctional electronic fabric strength tester according to the ASTM strip test (ASTM Test Method). The fabric weight loss was calculated using the following formula:
$$\% weight loss=\frac{{w}_{1}-{w}_{2}}{{w}_{1}}\times 100$$
where w1 and w2 are the dry weights before and after decolouring treatment, respectively.
2.3.3 Chemical properties
0.1-0.25 g fabric sample and 25 ml Copper Ethylene Diamine solution were added into the dissolution bottle, and mixed with a shaker or magnetic stirrer till complete dissolution. The time required to pass the diluted solution and pulp solution at specified concentration through the capillary viscometer at 25 ℃ was recorded. This gives the corresponding viscosity ratio. For fibre spinning, DP is an important factor for the quality of the spinning dope. Therefore, it was obtained in this study from the calculated limiting viscosity using the equations reported by Marx-Figini (Marx-Figini 1978).
XRD measurement was carried out on a diffraction meter (D8-Advance, Bruker) at the scan speed of 5°min−1 in the region of 2θ from 10 to 80°. The crystallinity χC(%) of the cellulose fibers were e calculated and estimated according to Eq (Liang et al. 2021), using the following formula:
$${{\chi }}_{C=\left[\frac{{I}_{C}}{{I}_{A}+{I}_{C}}\right]\times 100}$$
where IC and IA are the integrated intensities of the crystalline and amorphous phases, respectively. For FT-IR measurement, the dried sample was analysed using a Nicolet iS50 FT-IR spectrometer in the attenuated total reflection mode. The scanning range was from 400 to 4000 cm−1 with a resolution of 4 cm−1. XPS (Kratos Co.) was employed to study the vinyl sulfone dye before and after reduction under the conditions of 12 kV and 15 mA using Al Kα radiation (1486.6 eV).
3.1 Effects of different decolorization agents
Four decolorizing processes using various oxidants and reducing agents were compared for decolorizing waste cotton fabric dyed dark blue with vinyl sulfone. The CIE whiteness index, tensile strength, decolouration rate, and DP were compared.
3.1.1 Treatment with Na2S2O4
Figure 2 shows the CIE whiteness index after decolorization with Na2S2O4 for different durations. In Fig. 2a, when increasing the treatment time from 0 to 90 minutes, the whiteness first became lower (from 33.8 to 11.4) and then increased to 21.2. Note that the treated fabric always has lower whiteness than the original fabric, mainly because Na2S2O4 quickly attaches to the dye and reduce it to maroon without separating the dye from cellulose macromolecules. In Fig. 2b, the decolouration rate increased continuously with time, reaching 90.8% after 90 minutes, even though the whiteness remained unsatisfactory. Moreover, the decolorized fabric was unstable. In Fig. 2c, all treated samples took on a darker blue appearance after one week of storage at room temperature. The likely reason is that the strongly reducing Na2S2O4 is stable in alkaline medium but oxidizes easily in air. Thus, Na2S2O4 alone is not a suitable decolorizing agent.
The Na2S2O4 treatment only slightly weakened the cotton fabric. In Fig. 2d and 2e, the tensile strength and DP value of the fabric both decreased noticeably in the first 45 minutes and then changed slightly afterwards. Following the 90-minute treatment, the tensile strength decreased from 479.1 to 387.4 N. These results suggest that the cotton fabric was not badly damaged at longer treatment times.
3.1.2 Treatment with H2O2
Figure 3 shows the results of treating fabric samples with H2O2. In Fig. 3a, the whiteness increased from 33.8 to 65.9 upon extending the treatment time from 0 to 90 minutes. Meanwhile, the decolouration rate rose sharply to 86.8% after only 30 minutes, and then grew more slowly to 96.4% after 90 minutes (Fig. 3b). The photographs in Fig. 3c clearly show progressive decolouration of the dyed cotton fabric by H2O2, although some residual colour remained after 90 minutes.
Nevertheless, Fig. 3d reveals that the H2O2-treated fabric suffered a significant reduction in tensile strength (by approximately 31%). The reduction in DP (up to 64%) is even more dramatic (E.BROOKS 2000; Topalovic et al. 2010). This is because sodium hydroxide is a swelling agent and can penetrate the crystalline regions in fibres and change the crystal lattice to some extent (Tang and Sun 2017). As a result, some crystalline regions became amorphous, leading to decreased fabric strength (Liu et al. 2018).
3.1.3 Treatment with KMnO4
Figure 4 shows the results of treating fabric samples with KMnO4. In Fig. 4a, the CIE whiteness index rapidly grew from 33.8 to 58.1 after only 15 minutes, and then it increased more slowly to reach 79.2 at 90 minutes. A high decolouration rate of 90.8% was reached at 15 minutes, and the final value was 99.4% (Fig. 4b). With a sufficient treatment time, the decolorization effect from KMnO4 treatment is better than other processes, and the decolorization efficiency is high (Fig. 4c). When the decolorization time is 15 minutes, the decolouration rate is as high as 90.8 %. However, the whiteness could not be improved by further KMnO4 treatment.
On the other hand, the KMnO4-treated fabric suffered major reductions in tensile strength (by 50%) and DP (by 55%), as shown in Fig. 4d and 4e. Most of these changes occurred within the first 15 minutes of treatment due to the rapid initial reaction rate of KMnO4. Overall, decolorization by KMnO4 is fast and efficient but causes extensive fibre damage.
3.1.4 Treatment with Na2S2O4-H2O2
Of the three decolorization systems discussed above, two (H2O2 and KMnO4) produced the ideal level of whiteness whereas one (Na2S2O4) preserved the cotton fibre well. However, none of them managed to achieve both objectives. Therefore, we tested a combined reduction-oxidation decolorization system (Na2S2O4-H2O2) for the dyed cotton fabric. The corresponding effects are shown in Fig. 5. In Fig. 5a, the whiteness of fabric samples steadily rose with time to 74.1 after 90 minutes. This is due to the reduction reaction between Na2S2O4 and chromophore in the attached dye molecule (Komboonchoo et al. 2009; Saikhao et al. 2018). In the next step, the added H2O2 broke the covalent bond formed between the dye and the fibre for complete decolorization. In Fig. 5b, a decoloration rate of 79.1% was achieved after only 15 minutes, and then it slowly increased to as high as 97.8%. According to Fig. 5c, the decolorized samples remained stable after one week, which is different from the case of NaS2O4 (Fig. 2b).
In Fig. 5d, most of the strength loss already occurred within the first 15 minutes, and the tensile strength of the cotton fabric only decreased gently with prolonged treatment, by up to 24% after 90 minutes. Na2S2O4 is a strong reducing agent (Saikhao et al. 2018), and therefore its addition could mitigate the severe damage to the fibre from the subsequent oxidant treatment. As shown in Fig. 5e, the DP value also showed a mild decline (by 45%, from 1327.3 to 735.3 after 90 minutes). Moreover, the reduction reaction promoted by Na2S2O4 is reversible. In this case, the added H2O2 breaks the covalent bond between dye and fibre, and the dye dissolves in the decolorizing bath without the chance to recolour the fabric. These results mean that the Na2S2O4-H2O2 system adequately decolorizes the dyed cotton fabric while retaining the tensile strength and (to a lesser degree) the polymer structure. The strength retention rate of the fabric is higher when the decolorization time is 30 min. Meanwhile, the strength loss is only 15.5%.
3.2 Comparison of different decolorization processes
Table 2 comprehensively compares the CIE whiteness index, tensile strength, decoloration rate, and DP value of cotton fabrics treated using different processes for 45 minutes. Information about the untreated fabric is also included as reference.
In terms of whiteness, the results are ordered as KMnO4 > Na2S2O4-H2O2 > H2O2 > Na2S2O4. The tensile strengths are ranked as Na2S2O4 > Na2S2O4-H2O2 > H2O2 > KMnO4. KMnO4 achieved a high decolorization efficiency and satisfactory whiteness in a very short time, while Na2S2O4 had a fairly low decoloration rate of 34.4%. The DP values of treated fabrics are ranked as Na2S2O4 (1152) > Na2S2O4-H2O2 (776) > KMnO4 (680) > H2O2 (518). The combination of Na2S2O4 and H2O2 resulted in a reasonably white fabric (60.4) without major loss in tensile strength. When we take into account the decolorizing effect, whiteness, and environmental impact, the Na2S2O4-H2O2 system emerges as the best choice for treating dyed cotton fabrics.
Table 2. CIE whiteness index, tensile strength, decoloration rate, DP, and photo graphs after using four different processes to decolorize cotton fabric with reactive dye

3.3 Surface properties
Figure 6 displays SEM images of fabric samples after various decolorization treatments. The sample treated with Na2S2O4 had a similar morphology to the untreated one, albeit with a cleaner and smoother surface that is probably due to the change of dye chromophore attached to the surface of cotton fiber and removal finishing auxiliaries on the fiber (Fig. 6a). Because the H2O2 treatment was carried out under relatively harsh conditions (high temperature and concentrated alkali), NaOH residues and easily broken fibres can be seen in Fig. 6b (Bulut 2016). KMnO4 also resulted in a certain degree of non-selective cellulose oxidation and some damage to the fibres. Still, such damage can be minimized through process control such as reducing the input of KMnO4 (Fig. 6c). Na2S2O4 is a mild reducing agent that acts on the conjugated double bond of dye chromophore instead of the covalent bond with cellulose. This explains the minimum fibre damage after Na2S2O4 treatment (Fig. 6c). From Fig. 6d, fabric decolorized by Na2S2O4-H2O2 had a smooth surface, less impurities, and tough fibres. These morphological changes discussed above are consistent with the measured mechanical properties. Again, Na2S2O4-H2O2 appears to be the best compromise between efficient decolorization and maintaining the fabric integrity.
The XRD patterns of fabric samples subjected to four decolorization processes are shown in Fig. 7, along with that of the untreated fabric. The samples displayed five peaks at 2θ = 14.7°, 16.4°, 20.5°, 22.7° and 34.7°, which are assigned to the (1-10), (110), (012/102), (200) and (004) planes of cellulose I (El-Naggar et al. 2018; French 2014; French and Santiago Cintrón 2013; Shang et al. 2021). All materials used the conventional 10~80° 2θ range, two-point background and five crystalline peaks to fit crystalline peaks. We would subtract the environmental background first, and then add 2-point correction for inelastic scattering. Deconvolution calculation method and background processing method are in Supplementary Information (Tian et al. 2012; Yao et al. 2020). Furthermore, according to XRD calculations, the total crystallinity of the four treated fabrics is higher than that of raw material. It is clear from Fig. 7 that the crystallinity of the cotton fabric samples treated by the H2O2 (80.2 %) is higher than those treated by Na2S2O4 (66.7 %), KMnO4 (66.1 %), Na2S2O4-H2O2 (65.7 %), also higher than the crystallinity of raw cotton (62.8 %). After the decolorization treatment, the position of the sharp peak has not changed, which proves that the crystal structure has not changed. The removal of the non-cellulosic materials such as auxiliaries and dyes increased the degree of crystallinity (Kamali Moghaddam and Karimi 2020). In contrast, the crystallinity and orientation of cellulose increased slightly after treatment with Na2S2O4-H2O2, proving that this combination of oxidizer/reducing agent effectively minimizes damage to the fabric.
Figure 8 compares the FT-IR spectra of fabric samples decolorized using the four processes. Different treatments produced almost no change in the absorption peak positions. The absorption peak at 1403 cm−1 is assigned to CH bending vibration on the benzene ring. The strong absorption peak at 1632 cm−1 is caused by C=O stretching vibration on the anthraquinone ring (Long et al. 2017). The benzene and naphthalene ring structures (1632 cm−1) in the dye molecule were not destroyed. Nevertheless, the peak intensities were greatly reduced after decolorization treatments, indicating partial destruction of the anthraquinone structure. The FT-IR peak intensities after treatments may be caused by residual dyes on the fabric. Below, we further explore whether Na2S2O4 destroys the chromophore in the dye or not.
3.4 Decolorization mechanism
To study the decolorization mechanism of reactive dyes on cotton fabrics due to the reducing and oxidizing agents, we performed XPS measurements before and after fabric decolorization (shown in Fig. 10a and 10b, respectively). To further confirm whether the C=O conjugated colour system in the anthraquinone structure is destroyed during treatment and any possible changes in the macromolecular structure of the dye, raw dye and a sample of the dye after Na2S2O4 treatment and purification (reactive blue KN-R) tested by XPS. Fig. 10 reveals the presence of C and O elements in the fabric both before and after decolorization. In the sample before decolorization, the O1s signal is deconvoluted into three characteristic peaks of C-O (531.92 eV), -SO3Na (533.25 eV), and C=O (536.4 eV), all of which are derived from the dye colour system. After decolorization, the O1s signal could also be deconvoluted into three peaks of C-O (531.71 eV), -SO3Na (533.04 eV), and C=O (536.13 eV) (Daniyal et al. 2020; Tavker and Sharma 2020). After decolorization, the content of C-O increased from 87.24 to 88.43 wt%, and that of C=O decreased from 12.76 to 11.57 wt%. In the dyed fabric, the anthraquinone structure in reactive blue KN-R has a higher decoloration rate during our proposed treatment, because Na2S2O4 reduces C=O in the dye colour system to C-O, and then the oxidant (H2O2) destroys the covalent bonding of the dye molecule to the fibre to allow its removal from the fabric.
Finally, we propose a synergistic decolorization mechanism for Na2S2O4 and H2O2, which is shown in Fig. 11. The hydrolysis of S2O42− generates a large amount of [H]. During bath treatment, S3+ in S2O42− is oxidized to S4+. The HSO3− and SO32− generated in this reaction act on the cyclic conjugated double structure of the dye, and the reducibility is mainly used to improve the whiteness of the fabric. Decolorization mainly occurs through the reduction reaction with Na2S2O4, which destroys the conjugated double bond in the dye molecule. Unlike H2O2, the addition of Na2S2O4 had little effect after reaching the maximum whiteness. Alkali helps degrade H2O2 to form the perhydroxyl anion (E.BROOKS 2000), which reacts with activator TAED to form peracetic acid (a stronger decolorizing chemical). Although H2O2 alone could produce a certain level of whiteness in the fabric, the treatment cost increases rapidly (Imran et al. 2015). Our experiments show that Na2S2O4 as a reductive decolourant is complementary to the oxidative decolourant H2O2, and their synergistic effects are conducive to decolorization. Compared with using Na2S2O4 alone, the two-stage treatment resulted in better decolorization of the blue cotton fabric with less loss in fabric strength. Most importantly, this decolorization method does not generate carcinogenic substances such as organic chloride produced during sodium hypochlorite bleaching. The treated fabric retained the whiteness for at least one week, in contrast to the recolorisation we observed when using Na2S2O4 alone.
To facilitate the reuse and recycling of waste fabrics, we compared different systems for decolorizing dark-coloured cotton fabric with reactive dyes. The reducing agent Na2S2O4 effectively retains mechanical strength of the fabric, but the whiteness is not ideal. Conversely, the oxidizing agents KMnO4 and H2O2 efficiently and rapidly stripped the dye from the fabric while also causing reductions in the tensile strength and degree of polymerization. The optimum Na2S2O4-H2O2 two-step decolorizing process was able to achieve a CIE whiteness index of 65.1, a low tensile strength loss of 19.3%, a weight loss of 1.8%, a decoloration rate of 93.5%, and a degree of polymerization of 747.7. In the proposed mechanism of synergistic decolorization by Na2S2O4-H2O2, the chromophore in the dye is rapidly reduced by Na2S2O4, and then the covalent bonding between the dye molecule and the cotton fibre is cleaved by H2O2.
degree of polymerization (DP), Fourier transform infrared (FT-IR), scanning electron microscope (SEM), X-ray diffraction (XRD), X-ray photoelectron spectroscopy (XPS).
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (Grant No. 2005275); State Key Laboratory of Bio-Fibers and Eco-Textiles (Qingdao University), No. ZKT43.
- Abdel-Halim ES (2012) An effective redox system for bleaching cotton cellulose Carbohydr Polym 90:316-321 doi:10.1016/j.carbpol.2012.05.044
- Ayed L, Ladhari N, El Mzoughi R, Chaieb K (2021) Decolorization and phytotoxicity reduction of reactive blue 40 dye in real textile wastewater by active consortium: Anaerobic/aerobic algal-bacterial-probiotic bioreactor J Microbiol Methods 181:106129 doi:10.1016/j.mimet.2020.106129
- Barnes L, Barnes L, Lea‐Greenwood G (2006) Fast fashioning the supply chain: shaping the research agenda Journal of Fashion Marketing and Management: An International Journal 10:259-271 doi:10.1108/13612020610679259
- Bigambo P, Carr CM, Sumner M, Rigout M (2019) The effect of the acid/dithionite/peroxide treatments on reactively dyed cotton and indigo dyed denim and the implications for waste cellulosic recycling The Journal of The Textile Institute 111:785-794 doi:10.1080/00405000.2019.1662874
- Bulut MO (2016) Low temperature bleaching for reactive dyeing and top white knitted cotton fabric Journal of Cleaner Production 137:461-474 doi:10.1016/j.jclepro.2016.07.124
- Cai JY, Evans DJ (2007) Guanidine derivatives used as peroxide activators for bleaching cellulosic textiles Coloration Technology 123:115-118 doi:10.1111/j.1478-4408.2007.00070.x
- Daniyal WMEMM, Fen YW, Abdullah J, Hashim HS, Fauzi NIM, Chanlek N, Mahdi MA (2020) X-ray photoelectron study on gold/nanocrystalline cellulose-graphene oxide thin film as surface plasmon resonance active layer for metal ion detection Thin Solid Films 713 doi:10.1016/j.tsf.2020.138340
- Ding L et al. (2018) A waterborne bio-based polymer pigment: colored regenerated cellulose suspension from waste cotton fabrics Cellulose 25:7369-7379 doi:10.1007/s10570-018-2068-9
- E.BROOKS R (2000) Alkaline hydrogen peroxide bleaching of cellulose 7 263-286
- El-Naggar ME, Shaarawy S, Hebeish AA (2018) Bactericidal finishing of loomstate, scoured and bleached cotton fibres via sustainable in-situ synthesis of silver nanoparticles Int J Biol Macromol 106:1192-1202 doi:10.1016/j.ijbiomac.2017.08.127
- Eren HA, Avinc O, Erişmiş B, Eren S (2014) Ultrasound-assisted ozone bleaching of cotton Cellulose 21:4643-4658 doi:10.1007/s10570-014-0420-2
- Farooq A, Ali S, Abbas N, Fatima GA, Ashraf MA (2013) Comparative performance evaluation of conventional bleaching and enzymatic bleaching with glucose oxidase on knitted cotton fabric Journal of Cleaner Production 42:167-171 doi:10.1016/j.jclepro.2012.10.021
- French AD (2014) Idealized powder diffraction patterns for cellulose polymorphs Cellulose 21:885-896 doi:10.1007/s10570-013-0030-4
- French AD, Santiago Cintrón M (2013) Cellulose polymorphy, crystallite size, and the Segal Crystallinity Index Cellulose 20:583-588 doi:10.1007/s10570-012-9833-y
- Hao L, Wang R, Fang K, Liu J, Sun Y, Men Y (2015) The synchronized wash-off of reactive-dyed cotton fabrics and decolorization of resultant wastewater using titanium dioxide nano-fibers Carbohydr Polym 125:367-375 doi:10.1016/j.carbpol.2015.02.065
- Howitt FO (1956) The Properties of Textile Materials. Vi—the Chemical Attack of Textile Fibres. Part I (a) Cellulosic Fibres Journal of the Textile Institute Proceedings 47:P909-P933 doi:10.1080/19447015608665366
- Imran MA, Hussain T, Memon MH, Abdul Rehman MM (2015) Sustainable and economical one-step desizing, scouring and bleaching method for industrial scale pretreatment of woven fabrics Journal of Cleaner Production 108:494-502 doi:10.1016/j.jclepro.2015.08.073
- Jegannathan KR, Nielsen PH (2013) Environmental assessment of enzyme use in industrial production – a literature review Journal of Cleaner Production 42:228-240 doi:10.1016/j.jclepro.2012.11.005
- Jordan JH, Easson MW, Dien B, Thompson S, Condon BD (2019) Extraction and characterization of nanocellulose crystals from cotton gin motes and cotton gin waste Cellulose 26:5959-5979 doi:10.1007/s10570-019-02533-7
- Kamali Moghaddam M, Karimi E (2020) The effect of oxidative bleaching treatment on Yucca fiber for potential composite application Cellulose 27:9383-9396 doi:10.1007/s10570-020-03433-x
- Khatri A, Peerzada MH, Mohsin M, White M (2015) A review on developments in dyeing cotton fabrics with reactive dyes for reducing effluent pollution Journal of Cleaner Production 87:50-57 doi:10.1016/j.jclepro.2014.09.017
- Komboonchoo S, Turcanu A, Bechtold T (2009) The reduction of dispersed indigo by cathodically formed 1,2,4-trihydroxynaphthalene Dyes and Pigments 83:21-30 doi:10.1016/j.dyepig.2009.03.008
- Liang Y et al. (2021) Post-treatment of reactive dyed cotton fabrics by caustic mercerization and liquid ammonia treatment Cellulose 28:7435-7453 doi:10.1007/s10570-021-03984-7
- Liu K, Zhang X, Yan K (2018) Bleaching of cotton fabric with tetraacetylhydrazine as bleach activator for H2O2 Carbohydr Polym 188:221-227 doi:10.1016/j.carbpol.2018.01.111
- Long J-J, Liu B, Wang G-F, Shi W (2017) Photocatalitic stripping of fixed Reactive Red X-3B dye from cotton with nano-TiO 2 /UV system Journal of Cleaner Production 165:788-800 doi:10.1016/j.jclepro.2017.07.149
- Määttänen M et al. (2021) Pre-treatments of pre-consumer cotton-based textile waste for production of textile fibres in the cold NaOH(aq) and cellulose carbamate processes Cellulose 28:3869-3886 doi:10.1007/s10570-021-03753-6
- Marx-Figini M (1978) Significance of the Intrinsic Viscosity Ratio of Unsubstituted and Nitrated Cellulose in Different Solvents Die Anyewandte Makromolekulare Chemic 72
- Ratanakamnuan U, Atong D, Aht-Ong D (2012) Cellulose esters from waste cotton fabric via conventional and microwave heating Carbohydrate Polymers 87:84-94 doi:10.1016/j.carbpol.2011.07.016
- Saikhao L, Setthayanond J, Karpkird T, Bechtold T, Suwanruji P (2018) Green reducing agents for indigo dyeing on cotton fabrics Journal of Cleaner Production 197:106-113 doi:10.1016/j.jclepro.2018.06.199
- Sang-Hoon Lim JJL, David Hinks and Peter Hauser (2005) Bleaching of cotton with activated peroxide
- systems 121 89
- Shang S, Ye X, Jiang X, You Q, Zhong Y, Wu X, Cui S (2021) Preparation and characterization of cellulose/attapulgite composite aerogels with high strength and hydrophobicity Journal of Non-Crystalline Solids 569 doi:10.1016/j.jnoncrysol.2021.120922
- Tang AYL, Lee CH, Wang YM, Kan CW (2019) A study of PEG-based reverse micellar dyeing of cotton fabric: reactive dyes with different reactive groups Cellulose 26:4159-4173 doi:10.1007/s10570-019-02340-0
- Tang P, Sun G (2017) Generation of hydroxyl radicals and effective whitening of cotton fabrics by H2O2 under UVB irradiation Carbohydr Polym 160:153-162 doi:10.1016/j.carbpol.2016.12.062
- Tavker N, Sharma M (2020) Fruit rinds extracted cellulose and its utility in fabricating visible light tin sulfide photocatalyst for the treatment of dye, pharmaceutical and textile effluents Journal of Cleaner Production 271 doi:10.1016/j.jclepro.2020.122510
- Thompson KM, Griffith WP, Spiro M (1993) Mechanism of bleaching by peroxides. Part 1.—Kinetics of bleaching of phenolphthalein by hydrogen peroxide at high pH J Chem Soc, Faraday Trans 89:1203-1209 doi:10.1039/ft9938901203
- Tian L, Branford-White C, Wang W, Nie H, Zhu L (2012) Laccase-mediated system pretreatment to enhance the effect of hydrogen peroxide bleaching of cotton fabric Int J Biol Macromol 50:782-787 doi:10.1016/j.ijbiomac.2011.11.025
- Topalovic T, Nierstrasz VA, Warmoeskerken MMCG (2010) Model system for mechanistic study of catalytic bleaching of cotton Fibers and Polymers 11:72-78 doi:10.1007/s12221-010-0072-2
- Yao W, Weng Y, Catchmark JM (2020) Improved cellulose X-ray diffraction analysis using Fourier series modeling Cellulose 27:5563-5579 doi:10.1007/s10570-020-03177-8
- Graphicabstract.png
Graphic abstract
- Supplementaryinformation.xlsx
{kind=link}